


Configurações PETG do Ideal Ender 3 (Pro e V2)!
Eu decidi testar o quão bem minha Ender 3 pode imprimir PETG e imprimi vários cubos de 20mm e até um vaso.
Neste artigo, compartilharei com você minhas descobertas, quais configurações funcionaram e quais não funcionaram e muito mais!
Também incluirei algumas fotos dos modelos que criei para que você possa ver a qualidade de impressão que consegui alcançar.
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
Sem mais delongas, vamos começar!
Temperatura de impressão
De um modo geral, o PETG imprime muito bem entre a faixa de 220°C e 250°C. No entanto, a Ender 3 usa uma configuração do tipo Bowden que não foi projetada para imprimir acima de 240°C ou 245°C, pois pode ser danificada, então eu recomendo ficar nessa faixa de 220°C a 240°C.
Em meus testes, a impressão a 220°C apresentou a melhor qualidade geral de impressão.
Temperatura ideal de impressão PETG na Ender 3:
- 220°C – 240°C (com 220°C produzindo resultados com aparência ligeiramente melhor)
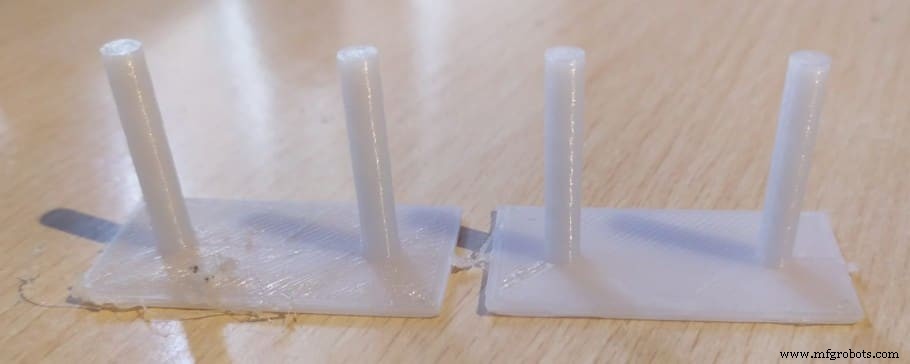
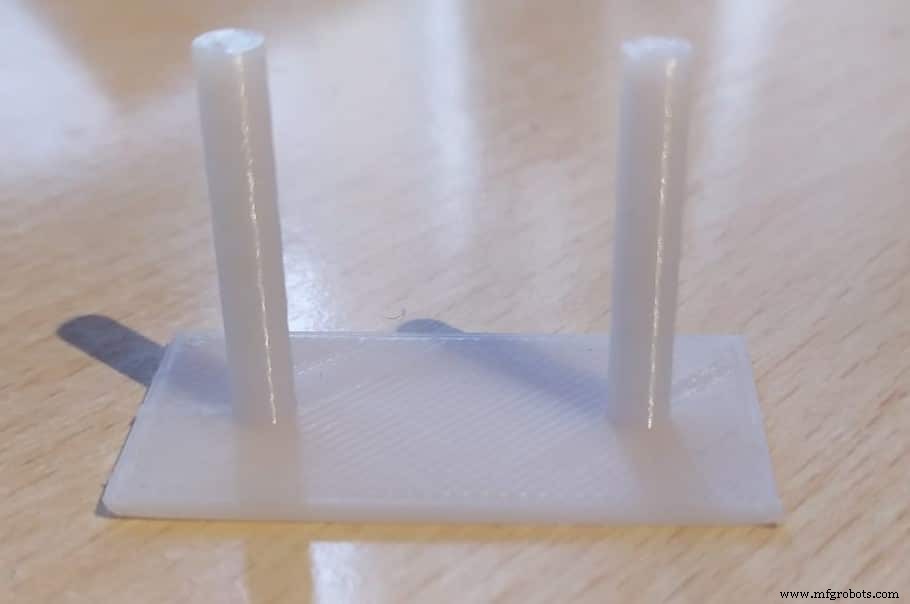
Depois de experimentar várias temperaturas de impressão diferentes em mais de 20 impressões diferentes, descobri que, no meu caso, 220°C forneceu os melhores resultados. 230°C ou mais criaria fios e bolhas nas camadas superiores ou meus modelos, na verdade, você pode ver aqui nos testes de amarração que fiz (imprimi mais de 10 testes de amarração usando dois filamentos diferentes até acertar):
Adesão ao leito
A adesão ao leito é provavelmente o fator mais importante a ser considerado ao imprimir, pois você deseja que sua primeira camada adira adequadamente à superfície de impressão para evitar deformações e evitar que a impressão se desprenda.
Fatores como temperatura de impressão, temperatura do leito, tipo de superfície de construção que você está usando etc.
Temperatura do leito
O PETG precisa ser impresso em uma temperatura bastante alta, o que significa que, para evitar empenamento, você precisará definir a cama entre 60°C e 70°C (60°C é o que geralmente é recomendado, mas eu não tinha ótimos resultados com ele).
Agora, aqui está algo que você pode não saber, mas quanto maior a temperatura do leito, mais forte a adesão. De fato, foi realizado um estudo onde os resultados mostraram que a adesão do leito era mais forte quando se ultrapassava ligeiramente a temperatura de transição vítrea do plástico, que no caso do PETG é de 80°C (essencialmente, você precisa definir a temperatura do leito para pouco mais de 80°C).
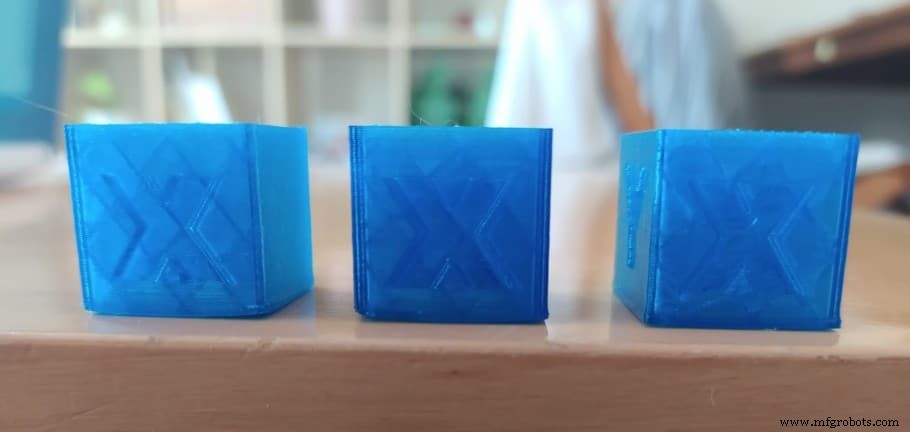
Imprimi alguns cubos diferentes de 20 mm a 230°C com temperaturas variadas do leito (60°C, 70°C e 85°C), e os cantos inferiores dos dois primeiros cubos deformados (60 e 70°C), mas a 85°C °C a adesão foi forte o suficiente para que a deformação fosse praticamente eliminada.
Portanto, comece com 60°C e, se a impressão deformar, considere aumentar a temperatura da cama para 70°C e, se isso não funcionar, tente 80°C ou 85°C.
Temperatura ideal do leito PETG para Ender 3:
- Para obter a adesão mais forte possível, defina o leito ligeiramente acima da temperatura de transição vítrea do PETG (80°C). 85°C parece produzir a adesão mais forte.
Construir Superfície

Meus testes de impressão PETG na Ender 3 foram conduzidos usando a cama de vidro Creality e mesmo que objetos pequenos como o cubo de 20mm sofressem um pouco de deformação, eles nunca se desprenderam da placa de construção, mesmo não importando a temperatura da cama.
Muitas pessoas recomendam o uso de fita Kapton ou fita de pintura azul, pois ambas permitem que o PETG adira muito mais fortemente.
No entanto, a solução ideal parece ser a superfície de construção que vem incluída tanto na Ender 3 Pro quanto na V2, não na Ender 3, que é a BuilTak ou superfície de construção magnética, pois fornece uma excelente superfície para o PETG aderir, e remover as impressões também é bastante simples.
Observação importante :Alguns sites dizem que o PETG pode aderir tão bem a uma cama de vidro que removê-lo pode fazer com que o vidro se quebre ou até que possa levar alguns pedaços de vidro com ele. Eu não tive essa experiência, na verdade, minha experiência com PETG foi que a adesão não era tão forte quanto com alguns outros materiais como PLA, TPU, etc.
Teste você mesmo e veja o que funciona. Se você achar difícil remover a impressão, deixe a cama esfriar primeiro (mesmo colocar a cama na geladeira pode ajudar a contrair, o que deve facilitar a remoção do PETG).
Imprimir usando uma saia, aba ou jangada para PETG?
Eu escrevi um artigo inteiro explicando o que são uma saia, uma aba e uma jangada e você definitivamente deveria dar uma olhada, pois eles podem realmente ajudar a melhorar a adesão da cama.
Ao imprimir os diferentes cubos de teste, todos eles deformaram ao imprimir com uma saia, então tentei imprimir outro usando um Brim com a cama a 60°C e não apenas deformou, mas na verdade se desprendeu da construção prato (Eu tentei isso várias vezes e sempre acabava com o mesmo resultado).
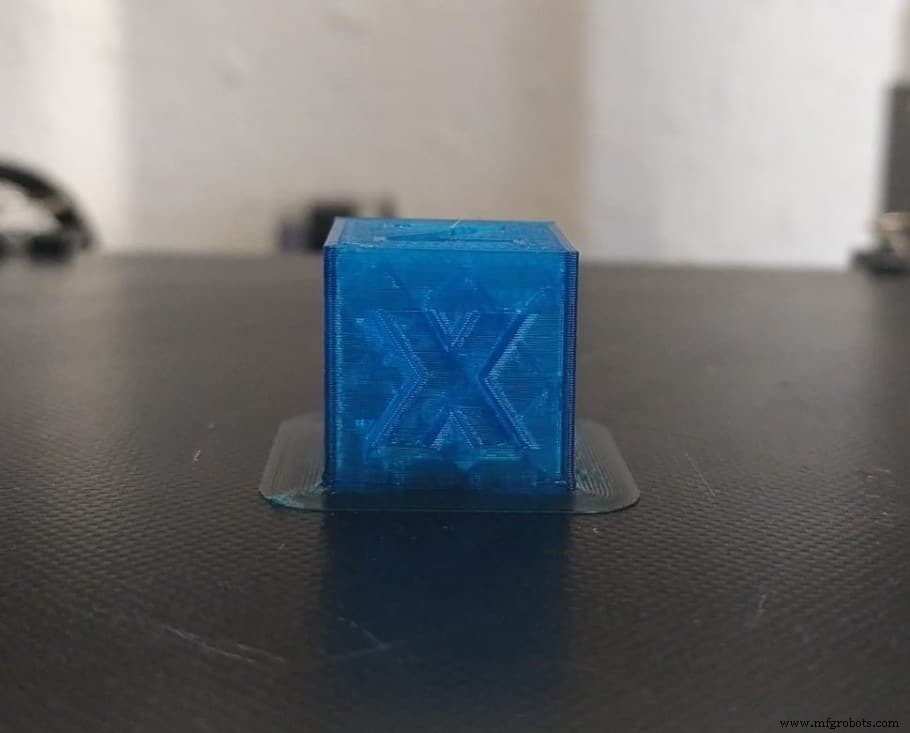
Os melhores resultados absolutos que obtive foi imprimir com uma borda e definir a temperatura da cama em 85°C uma vez que isso manteve a impressão grudada na cama o tempo todo, sem permitir que ela se deformasse nem um pouco.
Uma jangada aumentará ainda mais a adesão ao leito, mas certifique-se de ler o artigo que acabei de linkar sobre jangadas, abas e saias, pois uma jangada usará mais material e deixará marcas no modelo.
Eu geralmente recomendo usar uma saia, e se você precisar de uma melhor aderência, use uma aba.
Configurações de retração
A retração é quando a extrusora puxa o filamento de volta para aliviar um pouco a pressão dentro do hotend para evitar que o filamento escorra, o que é essencial ao tentar evitar o encordoamento. Agora, o PETG, quando em seu estado fundido, é muito mais viscoso do que outros filamentos e requer que as configurações de retração adequadas sejam habilitadas se evitar o encordoamento for uma prioridade para você.
No entanto, o PETG imprime de maneira muito semelhante ao PLA e as configurações de retração geralmente são as mesmas ou muito semelhantes.
Portanto, se você estiver usando o Cura, as configurações de retração padrão devem funcionar bem, na maioria dos casos.
Configurações ideais de retração PETG para a Ender 3:
- Distância de retração:6,5 mm.
- Velocidade de retração:25 mm/s.
- Contagem máxima de retração:10.
- Janela de distância mínima de extrusão:10 mm.
- Modo de pentear:ATIVADO e definido como "Dentro do preenchimento" (sem encadeamento).
Se você quiser aprender todos os prós e contras sobre a retração na Ender 3, confira este artigo que escrevemos!
Velocidade de impressão
PETG realmente não precisa ser impresso mais devagar que o PLA, então as configurações padrão do Cura para a Ender 3 devem funcionar bem (50 mm/s).
Se você quiser melhorar a qualidade da impressão, pode diminuir a velocidade o quanto quiser, mas entre 30 mm/s e 50 mm/s parece ser o ponto ideal.
Configurações ideais de velocidade PETG para a Ender 3:
- 30 mm/s – 50 mm/s.
Resfriamento de impressão
Como mencionei anteriormente, você deseja obter uma primeira camada bem aderente e, para isso, o ventilador de camada deve ser desligado enquanto as primeiras camadas estão sendo impressas.
Depois disso, o ventilador deve estar em 100% para aumentar o detalhe e reduzir o encordoamento.
No entanto, se o detalhe não for uma prioridade e a força for mais desejada, imprima com o leque de camadas desligado durante toda a impressão. Isso garantirá uma melhor ligação entre as camadas e aumentará a resistência da camada, bem como a resistência geral do modelo.
Configurações ideais de velocidade PETG para a Ender 3:
- Para detalhes, o leque da camada deve estar em 100%, exceto nas primeiras duas camadas para garantir uma boa adesão da primeira camada.
- Para maior resistência, imprima o modelo inteiro com o ventilador de camada desligado.
Você precisa de um gabinete para impressão com PETG?
Um gabinete não é necessário ao imprimir com PETG, pois é um material bastante simples de trabalhar, no entanto, definitivamente ajudará a evitar que os modelos se deformem ou se soltem da superfície de construção porque a temperatura interna permanece relativamente quente e consistente.
Agora, imprimir com um gabinete geralmente ajuda a evitar alguns problemas e, embora possa não ser uma necessidade, ter uma impressora fechada pode salvá-lo de algumas impressões com falha.
O PETG é simples o suficiente para trabalhar, mas definitivamente distorce mais do que o PLA, não tanto quanto o ABS, e se você mora em um clima mais frio, talvez queira incluí-lo para reduzir o risco de deformação.
Configurações ideais do Ender 3 para impressão com PETG
As configurações para impressão com PETG são muito semelhantes às usadas para imprimir com PLA, pois são materiais muito semelhantes. No entanto, existem algumas diferenças importantes:
- Temperatura de impressão: 220-240°C (as camadas superiores ficam melhores em 220).
- Temperatura do leito: 85°C para melhor adesão.
- Altura da camada inicial: 0,2 mm para melhor adesão da primeira camada.
- Distância de retração: 6,5 mm.
- Velocidade de impressão: 30 mm/s – 50 mm/s.
- Velocidade do Ventilador: 100% para detalhes, desconto para força.
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
Conclusão
O principal problema que tive com o PETG foi a adesão do leito, especialmente ao tentar imprimir com o leito a 60°C, que geralmente é a temperatura recomendada que vi online, pois as impressões deformariam ou até se desprenderiam da placa de construção.
Decidi aumentar a temperatura da cama para 70°C, mas não houve nenhuma mudança real.
Como a temperatura de transição vítrea do PETG é de 80°C, decidi tentar 85°C e isso funcionou como um encanto (confira o estudo que vinculei anteriormente, onde a conclusão é que ficar um pouco acima da temperatura de transição vítrea aumenta a adesão), tanto ao imprimir com - e sem aba, mas isso pode ser porque estou usando uma cama de vidro e não a BuildTak, talvez com a cama BuilTak você possa imprimir confortavelmente a 60°C.
Portanto, se você estiver tendo problemas de adesão ao leito com o PETG, tente aumentar a temperatura do leito!
Fora isso, a Ender 3 é perfeitamente capaz de imprimir PETG sem problemas e as impressões ficam ótimas, embora eu tenha que dizer que o PLA parece imprimir melhor nesta máquina e consegue um acabamento melhor, mas as impressões PETG são ainda perfeitamente aceitável.
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Guia de troca de filamento Ender 3 (com fotos)!
Qual computador é melhor para impressão 3D? Todas as especificações!
impressao 3D
- Impressão FDM 3D:Comparando ASA, PETG e Filamentos PC
- Temperatura do Raspberry Pi e sensor de luz
- Como substituir o bico em uma Ender 3 (Pro e V2)!
- Ender 3 Z Offset; Como ajustá-lo!
- Ender 3 X Axis Flacidez; Como resolver!
- O PLA é resistente ao calor? ABS, ASA, PETG e muito mais!
- Ender 3 Pro Review:vale a pena entrar em 2022?
- Ender 3 Problemas de Nivelamento de Camas; Como corrigi-los!
- Ender 3:como nivelar a cama e mantê-la nivelada!
- Atualizações do Ender 3 (Pro e V2); Para impressão e para compra!