


Técnicas avançadas de usinagem de furos da CNC Services
Postado em agosto. 12, 2019, | Por WayKen Gerente de Projetos
A fabricação de furos é amplamente subestimada porque a maioria dos furos que fazemos tem precisão trivial, pequena profundidade e devem apenas manter os parafusos. No entanto, as indústrias modernas de alta tecnologia (especialmente aeroespacial e automotiva) chegam ao mercado de serviços CNC com demandas de fabricação de peças com furos extremamente precisos ou profundos, ou que os furos tenham uma posição muito precisa. Além dos serviços avançados de usinagem CNC, tais demandas exigem técnicas específicas e planejamento cuidadoso.
Problemas de processamento de furos
O processo de fabricação de furos é bastante difícil do ponto de vista de fabricação. A ferramenta e o blank podem ser superaquecidos facilmente porque é difícil aplicar refrigerantes no furo, o processo não é visível para o maquinista, então ele só pode confiar nas informações da máquina-ferramenta e deve cortar às cegas, realizar medições é difícil especialmente em furos com diâmetros pequenos. E esses são apenas alguns problemas com a fabricação de furos. Assim, para fazer furos precisos, os serviços de CNC sempre desenvolvem e aprimoram estratégias de usinagem, inventam novas ferramentas e ferramentas para atender aos requisitos do cliente.
Perfuração Profunda
 Obter cotação instantânea
Obter cotação instantânea Bem, perfurar em si é um processo comum e não há nada de interessante em fazer furos curtos, pois quanto mais profundo o furo, mais difícil é manter seu eixo reto durante a perfuração. Isso se deve ao fato de que uma broca mais longa é menos rígida enquanto possui duas arestas de corte que não podem ser feitas de comprimentos idênticos. Assim, a força de corte dos lados da broca é diferente e a broca geralmente se desvia do eixo reto e torna o furo torto. Isso não é aceitável para peças CNC de alta precisão.
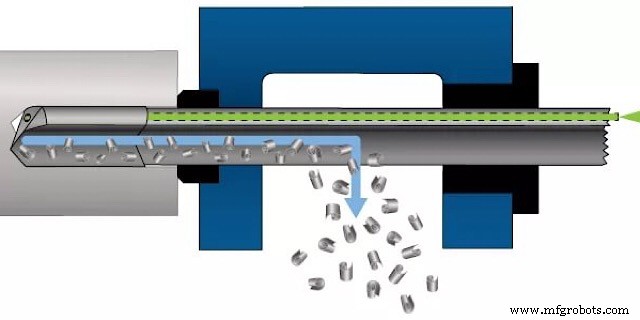
É por isso que a perfuração de armas foi inventada. como o nome sugere, foi usado pela primeira vez para fabricar armas de estoque longo, onde um furo longo, mas preciso, é o principal requisito. No entanto, com o desenvolvimento de tecnologias de fabricação, outras indústrias adotaram a perfuração de armas para seus próprios propósitos. A principal diferença com esta estratégia é a ferramenta. Uma broca canhão tem uma única aresta de corte para que não se desvie de seu curso da mesma forma que uma broca simples. Possui uma ranhura maior para remoção de cavacos que também serve como canal de resfriamento. O refrigerante é bombeado através da ranhura em alta pressão e remove o cavaco e resfria muito melhor a broca. A desvantagem deste método é que esta broca não pode ser montada em um centro de fresagem CNC usual, requer ferramentas adicionais.

As oficinas de máquinas CNC usam brocas de canhão nos casos mais extremos, mas principalmente tentam se ater às ferramentas universais e é por isso que existem certas estratégias que permitem fazer furos profundos com brocas simples. Em primeiro lugar, o comprimento do furo é dividido em segmentos com profundidades em torno de 3-4 diâmetros de furo. Cada vez que a broca chega ao final de um segmento, ela é ejetada para deixar o blank e a ferramenta esfriarem e tirar todos os cavacos do furo.
Processamento de furos de alta precisão
Para fazer um furo preciso, a furação CNC geralmente é realizada com vários instrumentos, sendo o primeiro consideravelmente menor que o diâmetro do furo e aumentando com a próxima ferramenta. Isso é feito para diminuir a força de corte e, portanto, o desvio do eixo devido ao motivo mencionado acima. Além disso, os métodos consecutivos geralmente são diferentes da perfuração simples:
A perfuração do núcleo é realizada logo após a perfuração. Uma broca de núcleo tem três arestas de corte em vez de uma, por isso é mais estável. As brocas de núcleo geralmente processam um corte cuja profundidade é de apenas 0,5 mm, mas suas vantagens absolutas são a capacidade de corrigir o eixo.
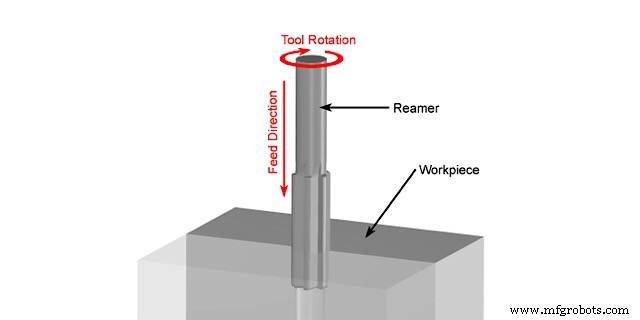
Alargamento. Se o seu cliente exige um furo com tolerância até IT6 e um acabamento superficial muito liso, você pega um alargador e torna seu avanço de usinagem extremamente baixo. Um alargador é uma ferramenta com muitas arestas de corte longas situadas ao longo das laterais da ferramenta. Possui lâminas de corte frontais, mas são extremamente pequenas, então a profundidade de corte durante o alargamento é de cerca de 0,1-0,05 mm. Devido a isso e à máxima precisão das arestas de corte, o alargamento produzirá grandes furos. Para furos menores, o alargamento é feito manualmente.
O brunimento é um processo abrasivo, mas pode ser realizado em uma máquina-ferramenta CNC, no entanto, as brunidoras especiais são definitivamente melhores. Um afiador é basicamente um alargador com pranchas abrasivas em vez de lâminas de corte. Outra diferença é que as pranchas podem ser ajustadas para o diâmetro certo. O afiador é inserido no furo e gira em torno de seu eixo enquanto as tábuas trituram o material. Uma vez que o brunidor é ejetado, o sentido de rotação é invertido. Como resultado, a superfície do furo possui ranhuras microscópicas cruzadas, que tornam a lubrificação muito mais eficiente.
Estratégias de rosqueamento de furos
Muitos furos exigem roscas, que são compostas por superfícies finas complexas e são realmente muito difíceis de usinar. Existem várias estratégias para rosqueamento, mas antes disso, é absolutamente necessário realizar escareamento ou escareamento. Esses dois processos criam um sulco cônico ou cilíndrico na entrada do furo. Ele permite que a ferramenta de rosqueamento entre corretamente e mais adiante ajuda na montagem das peças reais. Então, aqui estão algumas estratégias para threading.
A furação com macho usa uma única ferramenta que lembra um parafuso, mas possui ranhuras para remoção de cavacos e uma longa área cônica na frente para aumentar gradualmente a profundidade de corte. O avanço de usinagem durante o rosqueamento com um cone (e com qualquer rosca) é o mesmo que o passo do parafuso. A broca de macho é inserida lentamente no furo onde cada uma de suas arestas de corte em espiral corta gradualmente um pedaço de material para formar a rosca. Pequenos furos são usinados manualmente, caso em que o processo de furo lembra o aparafusamento de um parafuso bem apertado. A broca de macho deve ser ejetada com muito cuidado da mesma forma que foi inserida. Se você esquecer disso e tentar ejetar a furadeira sem desenroscar, pode quebrá-la e terá que retirá-la com Usinagem por Descarga Elétrica.
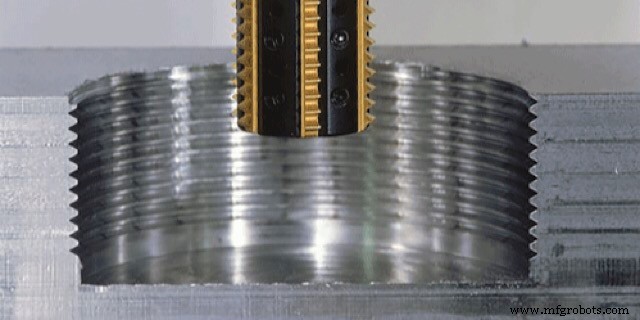
O fresamento de roscas produz melhores resultados porque a temperatura do processo é mais baixa e é muito mais fácil aplicar refrigerantes. Um moinho especial que é 30-40% menor que o diâmetro do furo se move em espiral ao longo da trajetória dos sulcos de perfuração e gira em torno de seu eixo para um corte eficiente. O diâmetro mínimo do furo depende do diâmetro mínimo do moinho.
Outra estratégia é chamada de mandrilamento de rosca. Na verdade, é o mesmo que tornear em relação à configuração da peça e aos movimentos principais, mas a ferramenta é fabricada para copiar a forma da ranhura da rosca. Assim, ele é alimentado com o passo do parafuso no furo da peça e corta as superfícies espiraladas da rosca. É importante notar que o mandrilamento é ótimo para furos grandes, mas não pode processar furos menores que 20 mm.
Entre em contato conosco-Wayken para descobrir como usinagem CNC de precisão para projetar furos de peças para seu projeto.
Como utilizar o microfresamento para manter a vantagem competitiva
Como fazer o controle de qualidade na fabricação de protótipos CNC
Máquina cnc
- Conheça os diferentes tipos de técnicas de usinagem CNC
- Usinagem CNC:as melhores técnicas para você
- Usinagem CNC de acrílico
- Escolhendo os serviços de usinagem CNC certos e confiáveis
- Serviços de usinagem CNC garantem precisão em peças mais complexas
- Pronto para terceirizar serviços de usinagem CNC para a China? Leia isto primeiro.
- Melhore a eficiência de fabricação com serviços de usinagem CNC
- Usinagem CNC de polímeros
- Serviços de Usinagem CNC de Materiais Exóticos
- Uma visão geral sobre as operações de furação em usinagem CNC