


Passagem múltipla do ciclo de rosqueamento Haas G76
O ciclo de rosqueamento Haas G76 pode ser usado para roscas externas, roscas internas, roscas retas, roscas cônicas.
Com o ciclo de roscagem Haas G76, um programador pode facilmente comandar várias passagens de corte ao longo do comprimento da rosca.
A natureza da carga e desgaste da ferramenta pode ser controlada usando o código P. O código P pode especificar de que lado a ferramenta
corta e pode especificar quanto material será cortado.
Aplicações do ciclo de rosqueamento Haas G76
O ciclo de corte de rosca Hass G76 pode ser usado para,
- Rosqueamento interno (corte de rosca I.D.).
- Rosqueamento externo (corte de rosca O.D.).
- Rosqueamento reto.
- Rosqueamento cônico.
Ciclo de Rosqueamento Haas G76
Formato de ciclo de rosqueamento Haas G76
G76 X(U) Z(W) K D A F(E) I P Q
Parâmetros
X – Localização absoluta do eixo X, Diâmetro máximo da profundidade da rosca (opcional).
Z – Localização absoluta do eixo Z, comprimento máximo da rosca (opcional).
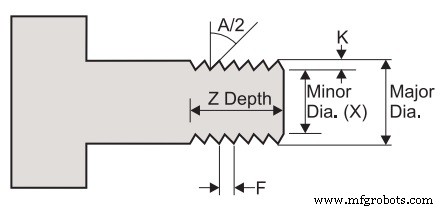
K – Altura da rosca, define a profundidade da rosca, medida do raio .
D – Profundidade de corte do primeiro passe.
A – Ângulo da ponta da ferramenta (valor:0 a 120 graus).
F(E) – Avanço, avanço da rosca.
U – Distância incremental do eixo X, início até o diâmetro máximo da profundidade da rosca (opcional).
W – Distância incremental do eixo Z, início até o comprimento máximo da rosca (opcional).
I – Quantidade de conicidade da rosca, raio medida (opcional).
P – Corte de aresta simples (constante de carga) (opcional).
Q – Ângulo inicial da rosca (não usar ponto decimal) (opcional).
Configurações da máquina
Configuração 95 – Tamanho do chanfro da rosca.
Configuração 96 – Ângulo do chanfro da rosca.
Configuração 86 – Tolerância de acabamento da rosca.
Código M
M23 – Chanfrar ON
M24 – Chanfrar OFF
Explicações dos parâmetros do ciclo de rosqueamento Haas G76
K -Altura da rosca
A altura da rosca é definida como a distância da crista da rosca até a raiz da rosca.
A profundidade calculada da rosca (K) será o valor de K menos a tolerância de acabamento (Definição 86, Tolerância de acabamento de rosca) é esse valor.
D – Profundidade de corte da primeira passagem
A profundidade do primeiro corte na rosca é especificada em D. A profundidade do último corte na rosca pode ser controlada com a Configuração 86.
Chanfro de rosca
No final da rosca, um chanfro opcional é executado.
O tamanho e o ângulo do chanfro são controlados com a Configuração 95 (tamanho do chanfro da rosca) e a configuração 96 (ângulo do chanfro da rosca).
P – Corte de borda única (constante de carga) (opcional)
Quatro opções para G76 Multiple Thread Cutting estão disponíveis
- P1:Corte de aresta única, quantidade de corte constante
- P2:Corte de borda dupla, quantidade de corte constante
- P3:Corte de aresta única, profundidade de corte constante
- P4:Corte de aresta dupla, profundidade de corte constante
Ciclo de rebaixamento Sinumerik L93 – Sinumerik 810/820 T
Download grátis do catálogo de ferramentas Walter
Máquina cnc
- Ciclo de rosqueamento G76 – além do básico
- Ciclo de rosqueamento CNC Fanuc G76
- Rosqueamento cônico com ciclo de rosqueamento Fanuc G76
- Tabela de passes de entrada de thread recomendados
- Ciclo de rosca Fanuc G76 para leigos
- Ciclo de rosqueamento CNC Fanuc G92
- Formato de uma linha do ciclo de rosqueamento G76 para Fanuc 11/10/15T
- Rosqueamento cônico com ciclo de rosqueamento G92
- Mach3 Turn G76 Ciclo Fixo de Rosqueamento
- Como controlar totalmente o ciclo de rosqueamento G76 Explicação do número de passes e da profundidade de corte