


Conceitos de interpolação circular e programação, parte 2 (uso de R)
2ª parte da série Conceitos e Programação de Interpolação Circular, este artigo explica as informações necessárias para programar/usinar a interpolação circular em uma máquina CNC e como os mecânicos CNC podem programar a interpolação circular com o R (raio).
Leia outras partes deste artigo
- Conceitos de Interpolação Circular e Programação Parte 1 (Conceitos)
- Conceitos de Interpolação Circular e Programação Parte 2 (Uso de R)
- Conceitos de Interpolação Circular e Programação Parte 3 (Uso de I J K)
- Conceitos e programação de interpolação circular, parte 4 (R desconhecido)
- Conceitos de Interpolação Circular e Programação Parte 5 (Exemplos)
- Conceitos de Interpolação Circular e Programação Parte 6 (Usos e Exercícios)
CINCO PEDAÇOS DE INFORMAÇÃO
Cinco informações são necessárias para executar um comando de interpolação circular.
Movimento circular
| Item | Comando |
|
|
|
|
|
|
|
|
|
|
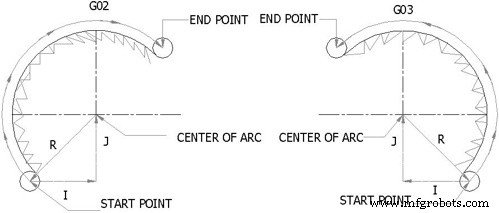
Com a ajuda das informações acima, podemos dizer facilmente que existem duas maneiras de especificar o centro do arco circular ao redor do qual você está girando.
- Usos de R para especificar o raio do arco.
- Usos de I, J ou K para especificar a distância do ponto inicial ao centro do arco.
USOS DE R
O primeiro método é muito simples e não é necessário nenhum esforço extra para programar um arco ou círculo. Apenas mencione os próximos valores de ponto da coordenada X, Y e use R+“valor”. Para muitos projetos de programação de arco, o raio direto pode ser usado com o endereço R, disponível para a maioria dos sistemas de controle. Nesse caso, a diferença angular entre os pontos inicial e final é muito importante, pois o computador fará seus próprios cálculos para encontrar o centro do arco. O arco com a diferença angular de 180⁰ ou menos medido entre os pontos inicial e final usa um R positivo valor . O arco, no qual a diferença angular é mais de 180 ⁰, usa um R negativo valor .
Por exemplo:veja a imagem a seguir
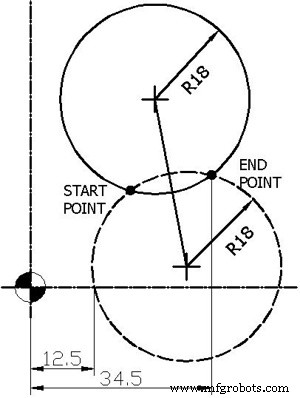
Raio Positivo Negativo
Na imagem acima, há dois círculos. Um é círculo de linha tracejada e o outro é sólido. Esses dois círculos se cruzam em dois pontos que são mostrados em pontos pretos.
Se o movimento da ferramenta do círculo traço for no sentido horário do ponto inicial ao ponto final, o arco será menor que 180⁰. O código para este movimento da ferramenta no modo absoluto G90 ficará assim.
G02 X34.5 Y20 R18 F100.
E se o movimento da ferramenta do círculo sólido for no sentido horário do ponto inicial ao ponto final, o arco será superior a 180⁰. O código para este movimento da ferramenta no modo absoluto G90 ficará assim.
G02 X34.5 Y20 R-18 F100.
Quando o comando de interpolação circular é ativado por um programa CNC, qualquer comando de movimento de ferramenta atualmente ativo é automaticamente cancelado. Este movimento de cancelamento é tipicamente G00, G01 ou um comando de ciclo.
Interpolação circular usando G90 e G91
G90 X ____ Y____ define o ponto final do arco no sistema de coordenadas de trabalho.
G91 X____ Y____ define a distância sinalizada do ponto final do arco a partir do ponto inicial do arco
R_____ define o comprimento do raio do arco
Leia outras partes deste artigo
- Conceitos de Interpolação Circular e Programação Parte 1 (Conceitos)
- Conceitos de Interpolação Circular e Programação Parte 2 (Uso de R)
- Conceitos de Interpolação Circular e Programação Parte 3 (Uso de I J K)
- Conceitos e programação de interpolação circular, parte 4 (R desconhecido)
- Conceitos de Interpolação Circular e Programação Parte 5 (Exemplos)
- Conceitos de Interpolação Circular e Programação Parte 6 (Usos e Exercícios)
Máquina cnc
- Programação C++:O que é C++ | Aprenda conceitos básicos de C++
- O software de aninhamento impulsiona a produtividade da programação de peças
- Exercício de programação de arco CNC
- Exemplo de programação CNC Código G G02 Interpolação circular no sentido horário
- Exemplo de programa CNC G03 Interpolação circular
- G02 G03 Programa de exemplo de interpolação circular de código G
- Tutorial de interpolação circular CNC G02 G03
- CNC G02 Interpolação circular no sentido horário Programa de amostra de fresamento CNC
- Bolsão circular de fresagem L930 – Programação Sinumerik 840 840C
- Din 66025 Códigos de Programação NC