


CNC de 5 eixos:programação de planos de transformação de 5 eixos usando vetores IJK UVW
Um tempo atrás eu recebi um comentário em um dos meus posts anteriores – “Programação de 5 eixos:programação com vetores de ferramentas”- perguntando sobre como designar planos de transformação de 5 eixos usando tokens de vetor IJK UVW, em vez do designações tradicionais de eixos rotativos ABC em sua máquina CNC de 5 eixos. Em vez de apenas responder a esse comentário, pensei em escrever este post como uma resposta. Como esta será uma continuação da série de noções básicas de CNC de 5 eixos, sugiro que você leia e entenda o uso de vetores de ferramenta IJK como um pré-cursor para este artigo.
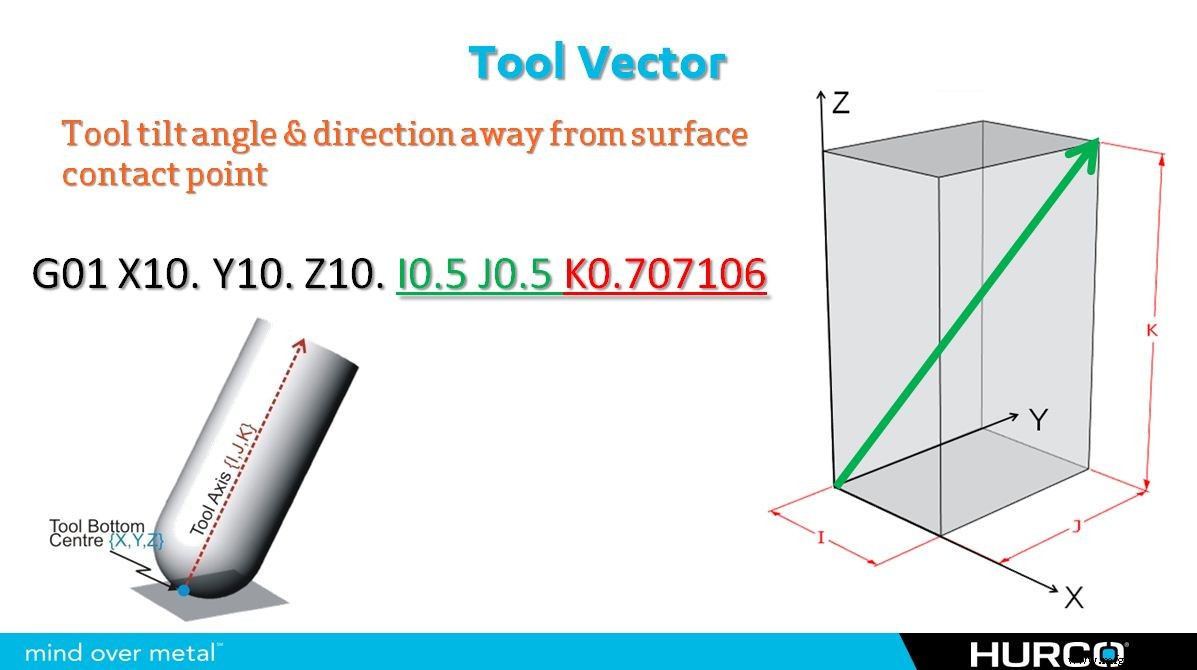
A ideia por trás da criação de um plano de transformação de 5 eixos usando vetores é exatamente a mesma da programação do movimento da ferramenta com vetores de ferramenta IJK em qualquer máquina com 5º eixo; no entanto, a diferença está no fato de que você terá dois vetores separados... usando IJK para um e UVW para o segundo. A razão pela qual você precisa de duas “pernas” separadas para esta função é porque você não pode designar um plano com apenas um eixo. Vou usar o piso dentro de uma sala como minha analogia... você não poderia criar um piso em uma sala sem ter pelo menos duas paredes. Com apenas um, o chão simplesmente giraria em torno desse único eixo e poderia apontar literalmente em qualquer direção. Para acomodar as duas pernas do plano de transformação, e porque queremos determinar a direção do eixo Z em última análise, usaremos o eixo X e o eixo Y como nossas pernas ou paredes do plano de transformação desejado.
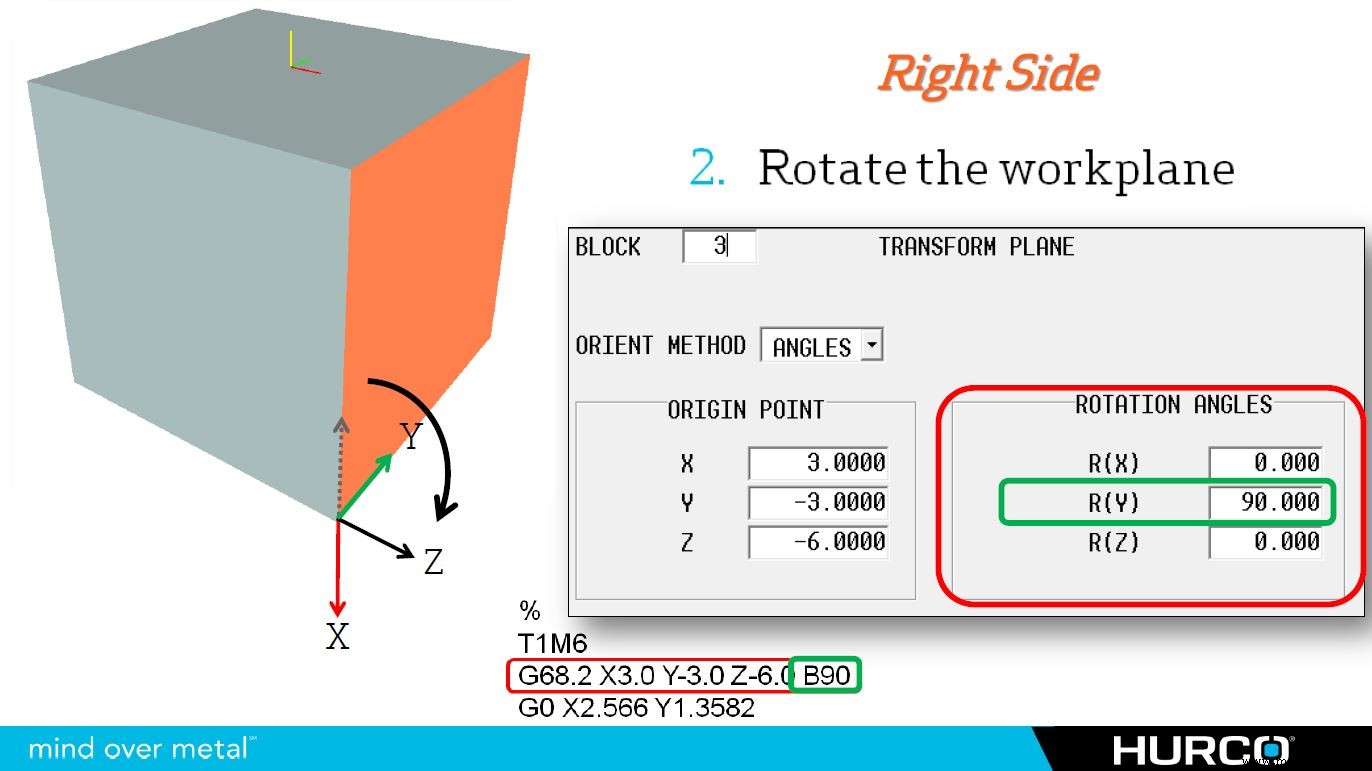
Abaixo está um exemplo do código G usado para designar o Transform Plane mostrado na imagem acima usando vetores IJK UVW (girando 90 graus ao redor do eixo Y) em nossa fresadora CNC de 5 eixos. A parte zero original era o centro superior de um cubo de 6" x 6" x 6":
G68,2 X3,0 Y-3,0 Z-6,0 I0 J0 K-1 U0 V1 W0
O IJK designa a orientação da seta VERMELHA (eixo X). As direções X e Y da seta não se moveram de sua orientação original e ainda estão alinhadas com o ponto de origem em ambas as direções. Apenas a direção do eixo Z mudou…agora está apontando para baixo na direção Z negativa…portanto, usamos a direção negativa (-1). Se fosse positivo (+1) (I0 J0 K1), a seta vermelha estaria apontando PARA CIMA e o eixo Z estaria orientado para o lado esquerdo da peça.
O UVW designa a direção da seta VERDE (eixo Y). Para designar a direção da seta, só precisamos usar um valor positivo (+1) na direção do eixo Y – que coincidentemente seria a mesma orientação do eixo Y se estivéssemos usinando na parte superior a parte... esse vetor UVW seria o mesmo para qualquer plano de transformação onde o eixo Y ainda estivesse alinhado em sua orientação original. No entanto, se um negativo (-1) tivesse sido usado para o token V (U0 V-1 W0), a seta VERDE estaria apontando para a frente da peça (180 graus diferente), e o eixo Z teria foi orientado para o lado esquerdo da peça.
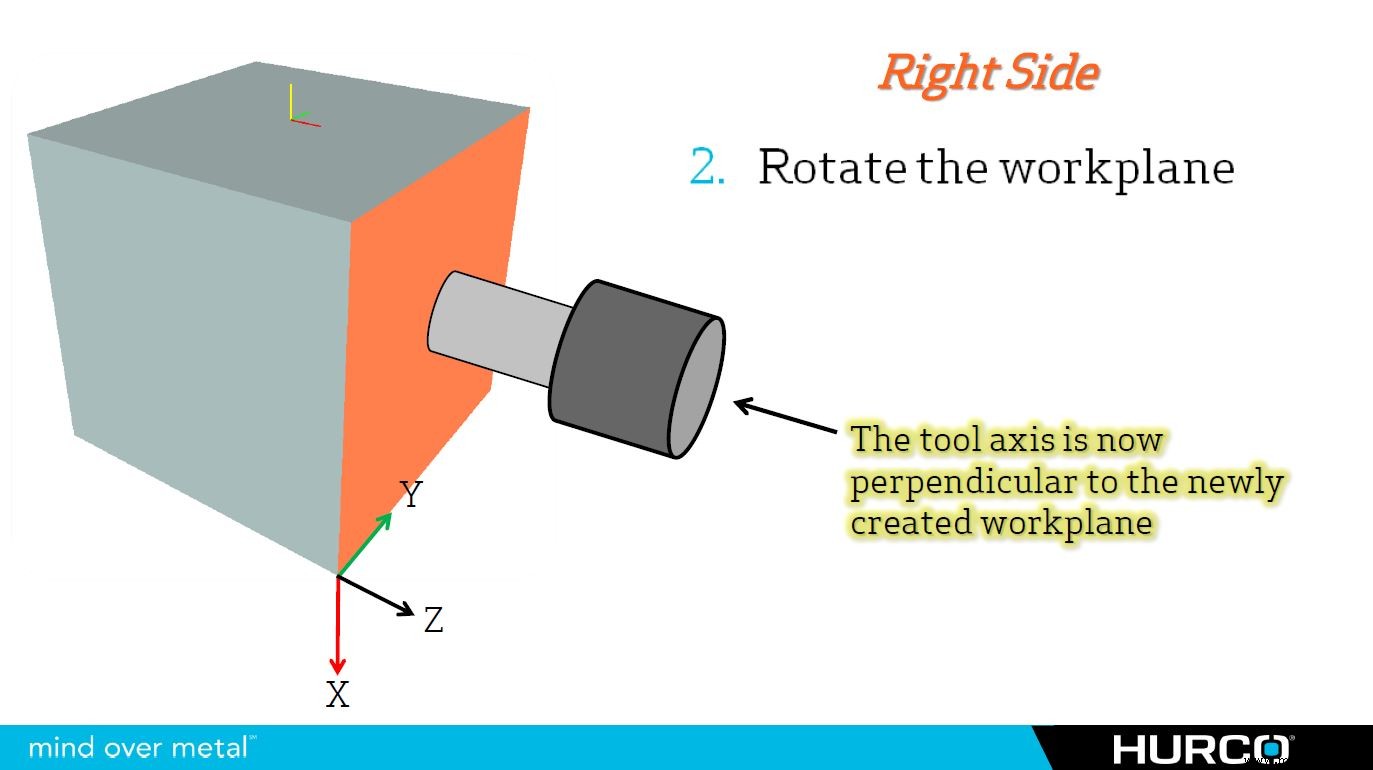
Como você pode ver, com um pouco de compreensão, isso realmente não é tão difícil de visualizar ou programar. Neste exemplo, usamos uma rotação simples de 90 graus em torno de um eixo, mas esse mesmo princípio pode ser usado para designar qualquer ângulo de rotação composto necessário para qualquer plano de transformação necessário. É tão simples quanto apontar as setas VERMELHA e VERDE na direção em que precisam apontar, e o eixo Z sempre apontará perpendicularmente ao plano criado.
Para saber mais sobre a variedade de máquinas CNC de 5 eixos da Hurco, visite nosso site www.hurco.com
Configurações de máquina de 5 eixos
Lançamento do livro CNC de 5 eixos
Explicando a Qualidade de Acabamento de Superfície Selecionada (SFQ) da Hurco
Máquina cnc
- Usinagem CNC de 5 eixos
- Lançamento do livro CNC de 5 eixos
- CNC de 5 eixos:programação de planos de transformação de 5 eixos usando vetores IJK UVW
- 5 razões para usar máquinas CNC de precisão
- Manual de programação CNC por Peter Smid
- Programação CNC Sinumerik 840D
- Programação CNC para Operadores CNC
- Programação de ângulo CNC G01
- Códigos M – Teste de programação CNC
- Códigos G – Teste de programação CNC