


Como criar arquivos STL de alta qualidade para impressões 3D
Você já imprimiu em 3D uma peça com pontos planos ou superfícies facetadas onde as curvas suaves deveriam estar? Ou talvez você tenha acabado de ver a imagem de uma impressão 3D que parecia pertencer a algum CGI de baixa resolução dos anos 90? Você não está sozinho e não é culpa da sua impressora 3D - o culpado provavelmente é a falta de resolução no arquivo STL que foi usado para criar a peça!
Temos recebido muitas perguntas de novos usuários sobre esses tipos de características de superfície facetada em suas peças impressas, então, com o interesse de ajudar todos a obter as melhores impressões possíveis de suas impressoras 3D, elaboramos este guia para a criação STLs de alta qualidade que resultarão em excelentes peças impressas em 3D.
No guia, cobriremos os seguintes aspectos dos arquivos STL e impressão 3D:
- 1. O que é um arquivo STL?
- 2. Por que os arquivos STL são importantes
- 3. Identificando um STL abaixo do ideal
- 4. Definindo Parâmetros STL
- 5. Tolerância de acordes / Desvio de acordes
- 6. Tolerância angular / Desvio angular / Desvio normal
- 7. Qualidade da malha x tamanho do arquivo:nossas recomendações
- 8. Configurações de exportação STL por software CAD principal
EUA. Estudo de caso do exército
Leia nossa mais recente história de sucesso de cliente sobre uma importante base de treinamento para o Exército dos EUA.
O TL; DR: Exportar geometria CAD com a resolução STL certa resultará em peças impressas em 3D com a mais alta precisão dimensional e acabamento de superfície, sem desacelerar o processo de fatiamento.
Nossa recomendação é começar exportando STLs com os seguintes parâmetros:
- - Em binário Formato STL (tamanho de arquivo menor que ASCII)
- - Tolerância / desvio de acordes de 0,1 mm [0,004 pol]
- - Tolerância / desvio angular de 1 grau
- - [Opcional] Comprimento mínimo lateral do triângulo definido para 0,1 mm [0,004 pol]
Se o tamanho do arquivo resultante for maior que 20 MB, é altamente recomendável reduzir o tamanho do arquivo aumentando os valores de tolerância angular e cordal até que o tamanho do arquivo STL seja reduzido para menos de 20 MB, pois o tamanho do arquivo grande pode diminuir significativamente os cálculos envolvidos na preparação do STL para impressão 3D. Se o seu modelo ainda contém pontos planos excessivos com essas configurações, você pode tentar diminuir os valores da tolerância cordal e angular, com a forte recomendação de continuar a manter o tamanho do arquivo abaixo de 20 MB.
O que é um arquivo STL?
Como o tipo de arquivo original criado para impressão 3D de estereolitografia no final dos anos 1980 (STL vem de STereoLithography), o formato de arquivo STL é efetivamente o padrão da indústria de impressão 3D para importar arquivos de modelo 3D para um programa de corte como o software Eiger da Markforged, em preparação para realmente Impressão 3D do modelo. Se você já usou uma impressora 3D ou projetou algo para ser impresso em 3D, é quase certo que você já encontrou um arquivo STL antes - mas você sabia que nem todos os STLs são iguais? Na verdade, é inteiramente possível projetar um modelo 3D que atenda aos seus requisitos funcionais e, em seguida, gerar um arquivo STL desse modelo que produzirá peças fora das especificações.
Os arquivos STL simplesmente descrevem um conjunto de triângulos que (normalmente) formam uma malha que se aproxima das superfícies contínuas de um modelo 3D. Para ser mais preciso, um arquivo STL contém uma lista de coordenadas tridimensionais, agrupadas em conjuntos de três junto com um vetor normal - cada um desses conjuntos de três coordenadas constitui os vértices (pontos de canto) de um triângulo e o vetor é normal , ou perpendicular, ao plano que é descrito pelas três pontas do triângulo.

Em um arquivo STL ASCII (baseado em texto), cada triângulo é representado no seguinte formato, onde o vetor normal n é representado por ( n i
n j n k ) e cada vértice v tem coordenadas tridimensionais ( v x v y v z ):
faceta normal ni nj nk
loop externo
vértice v1x v1y v1z
vertex v2x v2y v2z
vertex v3x v3y v3z
endloop
endfacet
Juntos, todos os triângulos (é comum ter milhões deles) formam uma malha que pode descrever a geometria tridimensional e podem então ser importados para um software de fatiamento, como a plataforma de software Eiger da Markforged, em preparação para serem impressos em 3D.
É importante observar que os STLs destinados à impressão 3D devem conter uma malha ou malhas bem formadas que envolvam totalmente a geometria que você deseja criar, com cada aresta do triângulo conectada a exatamente duas faces (isso às vezes é conhecido como manifold STL ou um sem lacunas).
Porém , um arquivo STL é simplesmente uma lista de coordenadas e vetores e não há nenhum requisito na especificação do arquivo STL para tal condição múltipla. Os arquivos STL, especialmente aqueles criados diretamente de scanners 3D, podem frequentemente conter geometria não múltipla ou superfícies incompletas que podem ser difíceis ou impossíveis de imprimir em 3D corretamente e podem causar erros durante o fatiamento.
Em geral, é melhor exportar seus STLs de software CAD convencional com recursos de exportação de STL conhecidos - praticamente todos os softwares CAD de engenharia comercial modernos e os pacotes de software livre ou amadores mais conhecidos se enquadram nesta categoria. Uma rápida pesquisa online por seu software CAD e “opções de exportação STL” geralmente o apontará na direção certa.
Impressão 3D STL:Por que é importante
Essa última seção foi um pouco mais geométrica do que você provavelmente se preocupa - o que é importante para esta discussão, no entanto, é a malha criada por todos esses triângulos. Como um triângulo é uma forma 2D plana, a coleção de triângulos em um arquivo STL pode apenas replicar perfeitamente um modelo 3D que é composto apenas de superfícies planas, como um cubo, um polígono ou realmente qualquer geometria sem superfícies curvas, assumindo que os triângulos na malha podem ser menores do que o menor recurso no modelo. Discutiremos essa suposição mais tarde, quando falarmos sobre as configurações de exportação STL em CAD.
Muitas peças de engenharia têm pelo menos algumas superfícies curvas, no entanto, sejam orifícios, filetes, raios, revoluções ou curvas e geometrias orgânicas mais complexas. Essas características e superfícies curvas (não planas) serão replicadas por uma malha de triângulos e, portanto, podem apenas ser aproximadas por um arquivo STL com vários níveis de precisão, com base nas configurações de exportação STL.

Preciso atualizar meus arquivos STL?
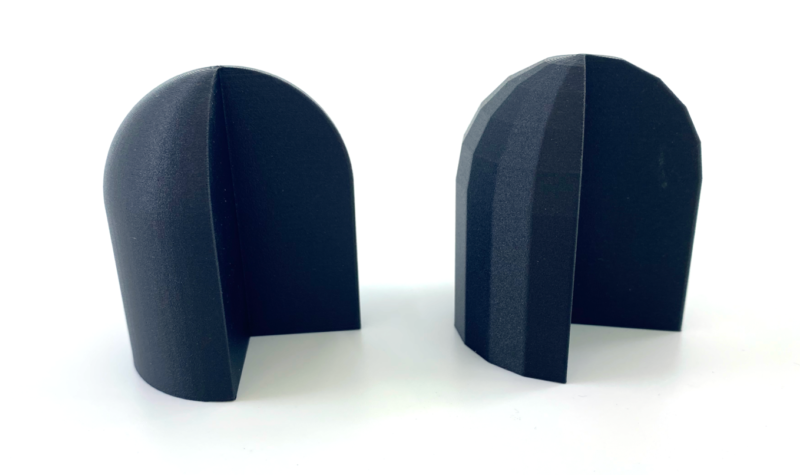
Se você está satisfeito com a qualidade de suas impressões 3D e a velocidade com que seus respectivos arquivos STL são processados no Eiger, parabéns - não há necessidade de alterar algo que está funcionando bem! No entanto, se você estiver tendo problemas, existem dois desafios principais com os quais este artigo pode ajudar, e eles resultam de arquivos STL que foram gerados com configurações de resolução de exportação que são muito baixas ou muito altas. As características definidoras de STLs de baixa resolução são impressões 3D com pontos planos em regiões que deveriam ter faces suavemente curvas. Com arquivos STL de resolução excessivamente alta, você produzirá peças impressas em 3D de ótima aparência, mas os tamanhos de arquivo grandes levarão a longos tempos de divisão no software Eiger da Markforged e podem causar atraso na interface do usuário ao ajustar a visualização da peça ao máximo casos.
Uma das razões subjacentes de que o formato STL é tão difundido é sua simplicidade, que por sua vez tornou mais fácil para uma ampla gama de software de engenharia e design oferecer suporte, editar e gerar arquivos STL de outros formatos de modelo 3D, que podem então ser impresso em quase todas as impressoras 3D que existem. Infelizmente, uma das principais desvantagens dos STLs é também sua simplicidade - eles não contêm nenhuma informação sobre o sistema de unidades (milímetros, polegadas, pés, etc.) em que foram projetados e não é realmente possível determinar a resolução de um Arquivo STL por si só e com que precisão ele representa o modelo original a partir do qual foi criado.
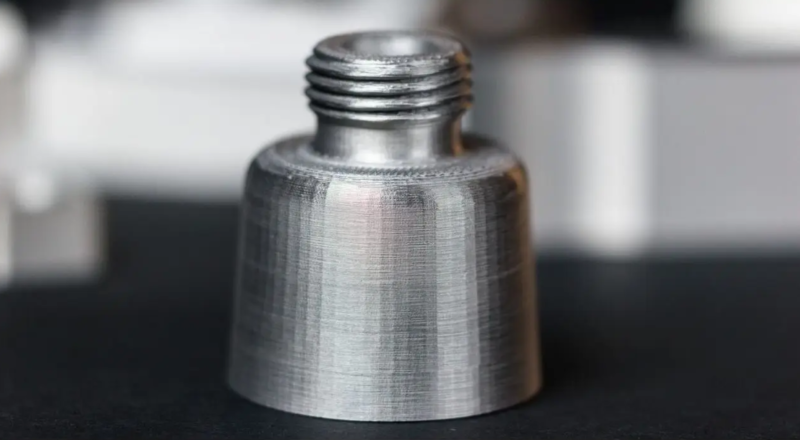
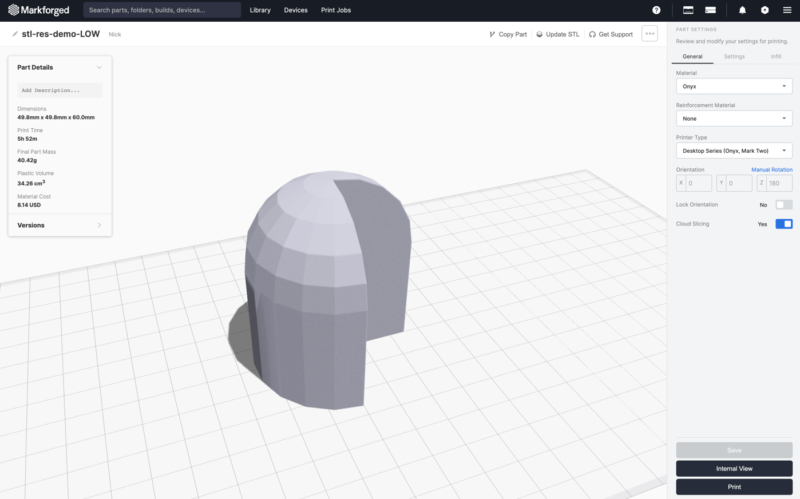
O problema mais comum que nossos usuários enfrentam são arquivos STL que são muito grosseiros e foram gerados sem resolução suficiente. O indicador mais proeminente disso são manchas planas e regiões facetadas de partes que foram projetadas com curvas suaves, como na imagem de um bico a seguir.

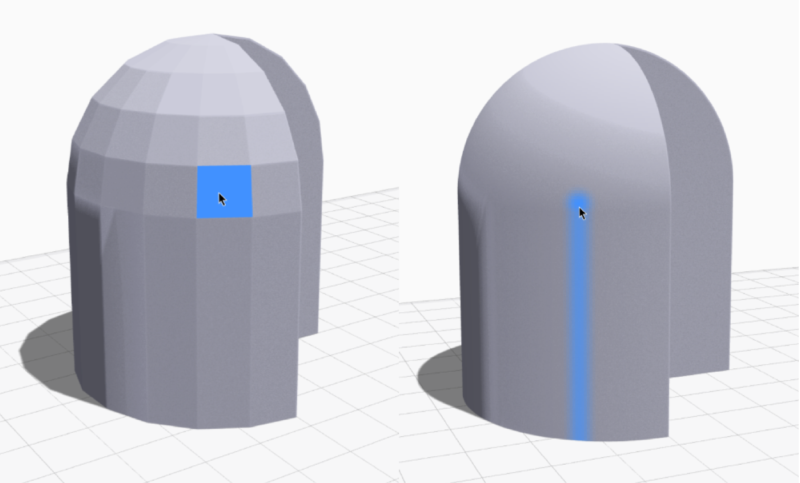
Você também pode identificar facilmente essa condição de baixa resolução usando ferramentas integradas na plataforma de software Eiger da Markforged. Quando você move o mouse sobre o modelo da peça no software, o Eiger destaca a face abaixo do cursor em azul, bem como todas as faces paralelas a ele (e dentro de uma pequena tolerância angular paralela). Se você puder ver facetas claras e pontos planos em seu modelo ao destacar faces com o mouse, provavelmente será necessário aumentar a resolução de seu arquivo STL. Se as faces destacadas parecerem "difusas", com um gradiente de cor relativamente suave, a resolução STL é provavelmente suficiente para fins de impressão 3D.
Por outro lado, os arquivos STL com resolução excessivamente alta podem ser grandes demais para o Eiger manipular de forma eficiente e podem desacelerar as operações de fatiamento. Não há nenhum limite real (exceto talvez o espaço de armazenamento disponível em seu computador) sobre o quão fino um STL pode ser, e é completamente possível criar uma malha triangular que tenha comprimentos laterais triangulares da ordem de nanômetros ou menores (para referência, um humano médio cabelo tem cerca de 75.000 nanômetros). Isso é muito mais resolução do que pode ser usado por sua impressora 3D ou é necessário e, portanto, um STL de resolução excessivamente alta simplesmente retarda seu fluxo de trabalho e desperdiça seu tempo.
Apesar dessas limitações, é fácil fazer ótimas peças impressas em 3D se você seguir algumas práticas recomendadas ao criar um arquivo STL. As configurações de exportação que você escolhe em seu software CAD ao gerar e exportar um STL podem afetar drasticamente a qualidade, a precisão dimensional e o acabamento da superfície de sua peça impressa em 3D, por isso é importante entender esses parâmetros.
Definindo Parâmetros STL
Quando você exporta um STL de seu software CAD, existem alguns parâmetros que controlam a densidade da malha triangular, que por sua vez define a geometria de uma peça. Uma maneira de pensar sobre a interação entre o processo de exportação e esses parâmetros é que seu software CAD tenta otimizar para um tamanho de arquivo STL pequeno e, portanto, tentará criar a malha de menor resolução possível, mas uma ou mais das exportações os parâmetros que você especifica podem exigir que o software use uma malha de resolução mais alta em diferentes recursos e geometria. Portanto, um modelo mental útil é considerar esses parâmetros de exportação como "forçando" o processo de exportação a gerar uma malha mais fina e de alta resolução.
Em geral, o software CAD mais moderno oferece aos usuários a capacidade de controlar pelo menos dois parâmetros de exportação:um com dimensões lineares chamadas de tolerância cordal (ou desvio de cordas ), e um com dimensões angulares chamadas de tolerância angular (ou desvio angular ) O STL resultante deve atender a todas as condições especificadas por suas configurações de exportação escolhidas. Dependendo da geometria de um recurso específico do seu modelo 3D, uma dessas configurações normalmente será mais restritiva (também conhecida como exigindo uma malha de alta resolução) do que a outra e pode ser considerada o parâmetro dominante ou limitante sobre esse recurso. O parâmetro de limitação normalmente varia ao longo da geometria de uma peça em resposta a diferentes recursos. Exploraremos esses parâmetros e como eles impactam a geração de STL primeiro, depois detalharemos como definir essas configurações em uma variedade dos principais pacotes de software CAD.
Tolerância de acordes / desvio de acordes
A tolerância de cordas (ou desvio de cordas) é uma configuração que controla a precisão dimensional global do STL quando comparada com o modelo 3D projetado. A tolerância cordal é geralmente especificada como o desvio linear máximo normal (perpendicular) permitido da superfície do modelo 3D conforme projetado e a face triangular mais próxima do STL resultante, como visto na imagem a seguir.

Você pode pensar na tolerância cordal como controlando o erro máximo permitido entre o STL gerado e o modelo projetado, em toda a geometria da peça. Portanto, como a função de exportação STL em seu software CAD está construindo uma malha triangular em torno da geometria do seu modelo 3D, ela não pode criar triângulos cuja distância máxima do modelo 3D exceda a tolerância cordal que você especificar. Assumindo que a tolerância de acordes é o fator limitante na resolução de STL, um valor de tolerância de acordes menor resultará em uma resolução de STL mais alta, com mais triângulos e um tamanho de arquivo maior.
Angular Tolerance/Angular Deviation/Normal Deviation
The angular tolerance setting (sometimes referred to as angular deviation or normal deviation) controls the maximum angle allowed between the normal vectors of any two neighboring triangles in the mesh, and you can think of it as a parameter that ‘refines’ the mesh with higher resolution beyond what the chordal tolerance would otherwise allow. A good example of when the angular tolerance comes into play is typically with small curved surfaces, like fillets whose radii are similar in size to the chordal tolerance. Without the angular tolerance setting, these small fillets might have very visible flat spots, or be turned into a chamfer in the extreme case where the fillet radius is equal to the chordal tolerance as shown in the following diagram.

If the angular deviation value (measured in degrees) is set small enough to be the dominant parameter, it will force the STL generation process to add more triangles in regions of a part with sharper curvatures, which are often features with small radiuses. This in turn will ‘improve’ the smoothness of these features in the resultant 3D printed part beyond what the chordal tolerance alone would provide.
Note that while angular deviation is usually measured in degrees (with a lower value resulting in a higher resolution model), some CAD software specifies the angular deviation as a dimensionless ‘angle control’ parameter that varies in value from 0 to 1, with larger values specifying a higher STL resolution around curved surfaces. See the below section on STL settings by major CAD software package, or visit your specific CAD software publisher’s technical support or knowledge base site for more details.
Additional Export Settings :Some CAD programs may offer you extra settings beyond the two main controls of chordal and angular tolerance, which can include options like minimum or maximum triangle facet length. In general these are usually used to address STL export issues in edge cases, and we recommend leaving these at default values unless you have a specific reason to want to adjust them.
Mesh Quality vs. File Size:Our Recommendations
Since a higher resolution STL mesh produces a smoother, more accurate model, you might be tempted to simply crank up the resolution settings in your CAD program to the maximum possible resolution and call it a day. However, increasing the resolution of the STL export also leads to an increase in STL file size, which generally results in longer software processing times, both in generating the STL file, uploading it to Eiger, and then actually slicing the STL and preparing it for 3D printing. Past a certain point, the resolution of the STL file can far exceed the machine precision of your 3D printer, which means that you can end up paying a time cost for STL resolution that isn’t actually reflected in your printed parts.
Our recommended best practice then is to choose your STL export settings to be a balance between a high quality resolution that meets your functional requirements and a file size that can be quickly processed in Eiger. Experience has shown that the following settings are a useful starting point:
- - Binary STL format (smaller file size than ASCII)
- - Chordal tolerance/deviation of 0.1 mm [0.004 in]
- - Angular tolerance/deviation of 1 deg
- - Minimum side length of 0.1 mm [0.004 in]
If the resulting file size is significantly larger than 20 MB, we strongly recommend reducing the file size by increasing the values of the chordal and/or angular tolerance until the STL file size has been reduced to less than 20 MB, as the large file size can slow down the processing operations involved in preparing the STL for 3D printing. You should feel free to experiment with different file sizes however, as your tolerance for different levels of STL resolution and software processing times is a personal preference.
STL Export Settings by Various CAD Software
We tried to grab a representative sample of major CAD software packages, but it wasn’t always easy to find screenshots online — if you’re a representative for a CAD vendor that we missed and you’d like to get on this list, or you feel we incorrectly represented how these parameters should be configured, shoot us a note via our contact page and we’ll make it right!
Creo (PTC)
With Creo it’s important to note that the ‘Angle control' parameter seen below doesn’t adjust the maximum angular deviation in degrees, but is instead a unitless measure of angular deviation refinement beyond the radius that would be created by the ‘Chord height' (chordal tolerance) parameter. The 'Angle control' parameter value can range from 0.0 to 1.0. You can read more about the 'Angle control’ parameter here. We recommend the following settings as a starting point:
- - STL Format:Binary
- - Chord height:0.1 mm [0.004 in] (Note:this is the chordal tolerance)
- - Angle control:0.25
- - Leave ‘Maximum Edge Length’ and ‘Aspect Ratio’ at their default values

Fusion 360 (Autodesk)
Fusion 360. We recommend the following settings as a starting point:
- - STL Format:Binary
- - Surface Deviation:0.1 mm [0.004 in] (Note:this is the chordal tolerance)
- - Normal Deviation:1 degree (Note:this is the angular deviation)
- - Leave ‘Maximum Edge Length’ and ‘Aspect Ratio’ at their default values

NX (Siemens)
We recommend the following settings as a starting point:
- - Output File Type:Binary
- - Chordal Tolerance:0.1 mm [0.004 in] (Note:units here are set by your document units)
- - Angular Tolerance:1 degree
Onshape (PTC)
We recommend the following settings as a starting point:
- - STL Format:Binary
- - Angular deviation:1 degree
- - Chordal tolerance:0.1 mm [0.004 in]
- - Minimum facet width:0.1 mm [0.004 in]
SOLIDWORKS (Dassault Systèmes)
We recommend the following settings as a starting point:
- - STL Format:Binary
- - Resolution:Custom
- - Deviation:0.1 mm [0.004 in] (Note:this parameter is chordal tolerance/chordal deviation)
- - Angle:1 degree
- - Leave ‘Define Maximum Facet Size’ unchecked

impressao 3D
- Aproveitando ao máximo seus arquivos STL
- C Manipulação de Arquivos
- Como criar um testbench orientado por Tcl para um módulo de bloqueio de código VHDL
- Ferramentas de alta qualidade para compostos termofixos
- Criação de arquivos STL com múltiplos corpos para impressão 3D
- Uma introdução aos arquivos STL
- Manipulação de arquivos C++:como abrir, escrever, ler, fechar arquivos em C++
- C - Arquivos de cabeçalho
- Como Gerar Arquivo G-Code com ArtCAM para Máquina CNC?
- Servindo arquivos estáticos com Go