


A impressora 3D para de fazer a extrusão no meio da impressão:como resolver
Durante o uso regular e normal de uma impressora 3D, há uma grande variedade de problemas que podem aparecer. Alguns deles apenas atrasarão nosso trabalho por alguns minutos, enquanto outros podem tornar nossa máquina completamente inútil até que possamos resolver o problema.
Um problema comum e irritante é quando nossa impressora de repente para de extrudar no meio da impressão. Depois de gritar e chorar por um tempo razoável, podemos nos perguntar:o que está causando esse problema e como podemos resolvê-lo?
Os problemas mais comuns que fazem com que uma impressora pare de extrudar o filamento no meio da impressão são uma extrusora entupida ou um acionamento do motor da extrusora superaquecido. A extrusora pode estar entupida devido à má calibração, temperatura de impressão incorreta, má qualidade do filamento ou presença de poeira e sujeira nas proximidades da impressora.
Você pode desobstruir a extrusora com uma agulha de acupuntura ou uma corda de violão, ou realizando um puxão a frio. No caso de um driver de motor de extrusão superaquecido, a solução é resfriar o componente com uma ventoinha sempre ligada ou substituir a peça por uma nova.
Entraremos em mais detalhes, discutiremos cada causa, como solucionar o problema adequadamente, como resolvê-lo e, finalmente, como reduzir e evitar que isso aconteça novamente.
O que faz com que a extrusora pare no meio da impressão?
Sem filamento
Pode parecer óbvio, mas sempre verifique se esse não é o caso antes de começar a solucionar o problema. Se o carretel acabou, você precisará iniciar com um novo carretel antes de retomar a impressão.
Se você é novo na impressão 3D, recomendo que você verifique a estimativa do slicer da quantidade de filamento que seu modelo consumirá antes de começar a imprimir qualquer objeto.
Outra forma de evitar este problema é instalar um sensor de excentricidade de filamento que irá pausar o trabalho de impressão e permitir que você carregue uma nova bobina de filamento sem a necessidade de parar completamente a impressão. A boa notícia é que cada vez mais fabricantes de impressoras 3D estão incluindo esse recurso por padrão.
Também pode ser o caso de o carretel de filamento ficar emaranhado. Isso pode ser devido a um problema de fabricação, mas é mais provável que seja causado por nós. Para evitar que isso aconteça, você deve manter a tensão do filamento e não deixar a ponta do filamento perder ao armazená-lo.
Extrusora entupida
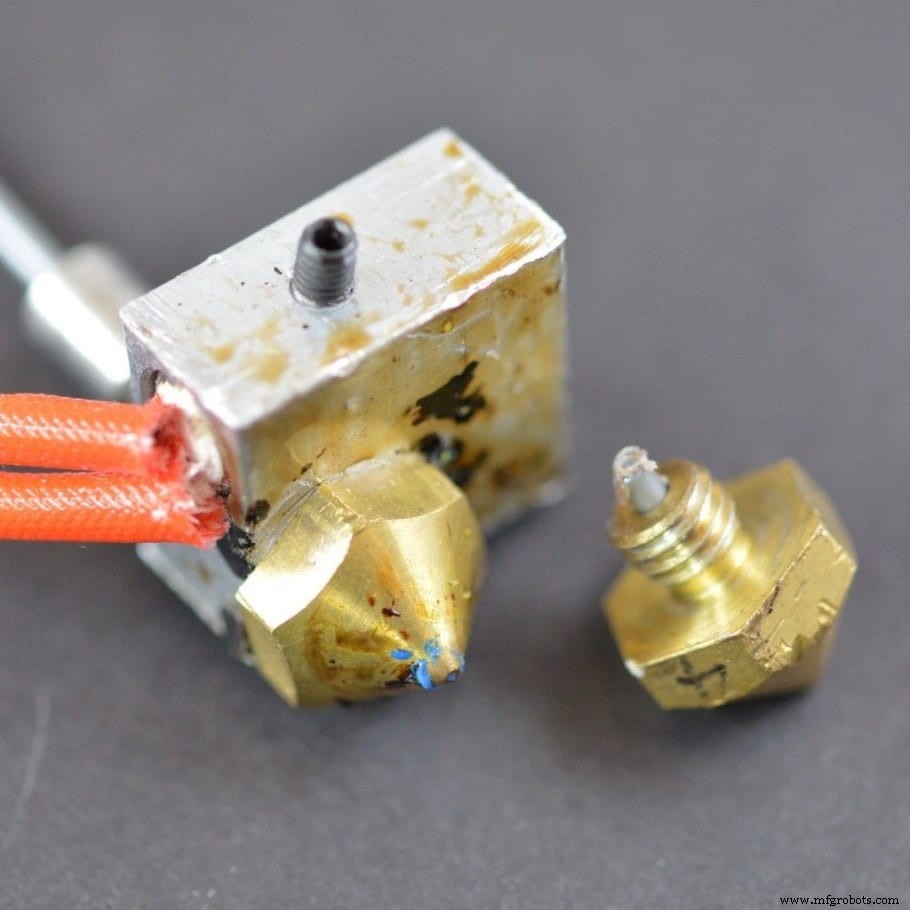
Agora que você sabe que sua máquina não ficou sem filamento, vamos começar com a solução de problemas real! Vamos começar verificando as coisas que podem levar a um bico entupido.
Altura incorreta do bico ou calibração ruim
Esse problema é muito comum e, para nossa sorte, também é muito fácil de corrigir. Se a sua extrusora não começar a extrusão de plástico quando a impressão começar, pode ser devido a uma altura incorreta do bocal (a base não está nivelada corretamente e o bocal está cavando nela).
Se o bico estiver muito baixo, não há espaço suficiente entre o bico do bico e a superfície da placa de construção. Isso faz com que o bico seja bloqueado pela placa de construção e, portanto, o filamento não poderá fluir suavemente.
Você notará esse problema quando o filamento não for extrudado na primeira ou mesmo na segunda camada, mas a partir da terceira ou quarta camada, a extrusão deve ser normal. Se sua extrusora parar de depositar filamento nas camadas sucessivas, quase definitivamente não é causado por isso.
A solução para este problema é calibrar sua impressora 3D (Bed Levelling) para que o espaço entre o bocal e a superfície de impressão seja suficiente (entre 0,1mm e 0,2mm para bocal de 0,4mm) para garantir uma extrusão normal do filamento. Como regra geral, você deve ser capaz de colocar um pedaço de papel entre o bocal e a placa de construção.
Temperatura de impressão incorreta
Ao usar plástico PLA, a temperatura ideal de extrusão pode variar de 180°C a 220°C. A tentativa de imprimir em uma temperatura muito baixa provavelmente não resultará em nenhuma extrusão, e imprimir em temperaturas desnecessariamente altas pode, contra-intuitivamente, ser ainda pior.
De fato, se você estiver tentando imprimir em uma temperatura muito alta para um determinado material, seu filamento pode simplesmente vitrificar na extrusora e, portanto, entupí-la.
Em poucas palavras, aconselho a verificar sempre a temperatura ideal recomendada pelo fabricante do filamento. Eles geralmente podem ser encontrados em algum lugar na embalagem ou até mesmo no próprio carretel.
Caso não encontre por lá, você sempre pode pesquisar no Google a marca e rezar para que alguém tenha encontrado a temperatura ideal. Não encontrar facilmente esse parâmetro simples também é uma indicação de que seu filamento está, para dizer educadamente, abaixo do ideal.
Filamento de má qualidade
Como mencionamos acima, as más práticas de fábrica podem resultar em uma alta probabilidade de ocorrência de problemas durante a impressão. Isso significa que filamentos com diâmetro maior ou com largura inconsistente e imperfeita ao longo do carretel podem causar problemas durante o processo de impressão.
Um filamento de baixa qualidade e contaminantes involuntários escondidos dentro do material podem se acumular e entupir diretamente dentro do bico em intervalos aleatórios.
Os principais determinantes da qualidade de um filamento são as matérias-primas utilizadas para fabricar o filamento, a tecnologia da linha de produção e os processos de controle que o fabricante implementa. É bastante importante usar um material testado de qualidade de uma marca confiável. Sempre verifique as avaliações e opiniões antes de comprar uma nova marca.
No entanto, se você deseja um carretel de PLA acessível e de alta qualidade, obtenha este da Amazon, pois funciona muito bem.
Poeira ou sujeira na sala
Se a sua impressora for colocada em uma sala que não esteja devidamente limpa, poeira e sujeira podem interferir na operação da máquina. Se a poeira de alguma forma entrar na extrusora, ela será carbonizada. Com o passar do tempo, mais sujeira se acumulará dentro do bico. Isso impedirá o fluxo correto do material e resultará em impressões de baixa qualidade. Eventualmente, pode até entupir a extrusora.
Driver do motor da extrusora superaquecido
Quando o driver do motor da extrusora está superaquecido, ele pode pular algumas etapas aleatórias que também podem levar a um bico entupido. O primeiro sinal de superaquecimento é o comportamento errático do motor de passo. Normalmente, isso pode ser reconhecido pelos sons do motor de passo perdendo energia repentinamente.
Pode até resultar em um desligamento térmico. Se este for o caso, o motor da extrusora não se moverá.
Se isso acontecer com sua impressora, você definitivamente deve desligar a máquina e permitir que os componentes eletrônicos esfriem antes de tentar imprimir novamente. Para evitar que isso aconteça novamente, recomendo resfriar a placa da impressora com o ventilador sempre ligado.
Isso também pode ser causado por um componente defeituoso, caso em que eu não recomendaria que você mexesse nas soluções, a menos que você realmente saiba o que está fazendo.
Corrigindo uma extrusora entupida
O fato de o filamento aquecido poder passar suavemente por um orifício de 0,4 mm e falhar apenas em eventos raros ainda me surpreende. Independentemente da minha propensão a ficar surpreso, vamos ver como podemos consertar um bico entupido quando nossa máquina exige!
Existem várias maneiras de consertar um bico entupido. Alguns corrigirão o problema temporariamente, enquanto outros devem servir como uma solução mais definitiva. Vamos passar por cada um deles!
Empurre manualmente o filamento na extrusora

A maneira mais fácil de consertar um bico entupido é empurrando manualmente o filamento para dentro da extrusora. Antes de fazer isso, certifique-se de que a extremidade quente esteja totalmente aquecida. Aperte o braço da extrusora para comprimir a mola, empurre o filamento (não com muita força) e verifique se sai pelo bocal.
Essa solução pode resolver seu problema, mas não garante que todos os resíduos sejam expelidos do bico. Você ainda pode ter alguns resíduos dentro do bico que podem levar a um fluxo desigual do filamento, então fique de olho na qualidade das primeiras camadas depois de fazer isso.
Desobstrua com uma corda de violão ou um fio de acupuntura
Para resolver o entupimento da extrusora sem desmontar o hot-end você pode tentar limpar o bocal com uma agulha de aço inoxidável, um fio fino ou até mesmo com uma corda de violão.
O procedimento a seguir é bastante simples:
- Etapa 1:aqueça o hotend até a temperatura de extrusão do material que causou o entupimento.
- Etapa 2:insira a agulha/fio/corda pelo bocal entre 10 mm e 30 mm de profundidade (algumas vezes).
- Etapa 3:se não for obtido um fluxo contínuo, repita todo o processo novamente.
Método Atômico / Puxar a Frio
Se o método da agulha não funcionou, tente o puxão a frio. Para este método, você precisará de um filamento com boa resistência térmica, como filamento de ABS ou Nylon.
- Etapa 1:aqueça o bico a 220°C (se você acabou de imprimir com PLA).
- Etapa 2:insira um pedaço de Abs branco ou de cor clara, Nylon ou qualquer filamento forte com boa resistência térmica.
- Etapa 3:empurre-o manualmente o mais forte possível.
- Passo 4:Observe se o filamento flui pelo bocal (se a obstrução for total, pode não extrudar nada).
- Etapa 5:Deixe a impressora esfriar até cerca de 90°C para PLA e 160°C para ABS. Mantenha a pressão durante o resfriamento.
- Passo 6:Quando a impressora atingir a temperatura mais baixa mencionada no passo 5, retire o filamento com rapidez e força do hotend e inspecione a parte semi-fundida do filamento. Isso deve ter um pouco de sujeira (manchas pretas). Esses pontos pretos estavam causando o bloqueio.
- Etapa 7:corte a parte suja do filamento e repita a partir da etapa 2 até que o filamento saia limpo.

Limpeza Profunda
Este método envolve a desmontagem do bico na temperatura mais alta que nossa extrusora pode atingir. Aqueça o bico usando uma tocha, uma pistola de calor ou até mesmo o fogão da casa. Elimine todo o plástico dentro e fora do bocal.
Para verificar se a limpeza realmente funcionou, aponte o bico em direção a uma fonte de luz e tente olhar pelo orifício. Se vir um círculo de luz bonito e redondo, significa que limpou o bocal. Para limpar ainda mais o bico, você pode mergulhá-lo em acetona (para ABS) ou soda cáustica (PLA) e deixá-lo descansar por uma noite.
Como evitar que isso aconteça novamente
A essa altura você já deve ser o orgulhoso proprietário de uma impressora que extrusa o filamento uniformemente durante todo o trabalho. Agora que o evento é recente e você ainda se lembra do quanto odiou corrigir esse problema, pode estar disposto a ler sobre as coisas que pode fazer para reduzir a probabilidade de fazer isso novamente em um futuro próximo.
Aqui estão algumas dicas para evitar que a impressora não seja extrudada repentinamente durante uma impressão:
Reduza a velocidade de impressão
Ao trabalhar com materiais flexíveis e ou que exijam temperaturas mais elevadas (como o Nylon), é importante respeitar o limite de velocidade imposto na ficha técnica da impressora 3D.
O que vai determinar a velocidade de impressão nas impressoras 3D FFF/FDM são as propriedades do material que está sendo utilizado, bem como a qualidade dos componentes da sua impressora 3D.
Para filamentos flexíveis em máquinas Bowden, não é recomendado ir mais rápido que 20 mm/s. Para máquinas com acionamento direto, a velocidade recomendada é de 40mm/seg para filamentos flexíveis de média e alta dureza e 25mm/seg para filamentos flexíveis de baixa dureza.
Sempre use filamento de boa qualidade
Como mencionado nas linhas acima, o filamento que você usa pode ser o maior inimigo quando se trata da saúde geral do seu hotend. O material não regular pode prender o filamento dentro do trato até o final do curso do hotend. Além disso, um filamento sujo pode fazer com que pequenos restos de poeira formem uma parede de sedimentos dentro da cavidade do bocal ou na garganta do hotend.
Para evitar esse problema, podemos criar um pequeno filtro para impurezas. Basta enrolar um pedaço de esponja limpo preso a um grampo de plástico ao redor do filamento para que a sujeira acabe sendo limpa ali antes de entrar no caminho do hotend.
Fã quente
O ventilador hotend é crucial para que o filamento permaneça em uma temperatura estável antes de ser aquecido pelo bloco de aquecimento. Se perder a eficiência, o filamento irá aquecer antes do tempo, expandindo-se dentro do corpo do hotend e causando uma obstrução. Portanto, você deve sempre manter o ventilador limpo e em excelentes condições.
Tubo de PTFE
O tubo de Teflon tem uma vida útil limitada pela temperatura e seu uso. O tubo padrão da impressora 3D não suporta temperaturas acima de 240°C. Um dos primeiros sinais de um tubo de PTFE defeituoso são ruídos de subextrusão ou filamentos dentro da extrusora. Quando isso acontecer, substitua o tubo de PTFE para evitar entupimento do bico.
Uma solução ainda melhor seria comprar o tubo azul de Capricórnio, pois ele pode suportar temperaturas mais altas.
Conclusão
Uma extrusora entupida costuma ser uma grande dor de cabeça para muitos usuários e ainda mais quando precisamos imprimir algo o mais rápido possível. É importante garantir um fluxo suave e contínuo do filamento na extrusora. Isso, além de prolongar a vida útil da extrusora, também levará a uma melhor qualidade geral de impressão.
Todas as soluções e correções detalhadas não são difíceis nem caras. Você só precisa de um pouco de paciência e resiliência para aproveitar essas máquinas incríveis!
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
As bobinas de filamento 3D são recicláveis? O que fazer com eles!
Quanto tempo dura 1 kg de filamento de impressora 3D?
impressao 3D
- Como:Mudança de dicas de impressora 3D em seus Stratasys
- Ender 3:como limpar o bico (desobstruir)!
- Ender 3 X Axis Flacidez; Como resolver!
- Impressão 3D ou fantasma:como resolver
- Quanto tempo dura 1 kg de filamento de impressora 3D?
- Vazamento no bocal da impressora 3D:como consertar!
- impressora 3D não alimentando filamento:como resolver!
- Como prevenir e corrigir a aderência do filamento 3D ao bico
- Como desembaraçar o carretel de filamento da impressora 3D
- Retração:como funciona na impressão 3D