


Vazamento no bocal da impressora 3D:como consertar!
Você já notou algum cabelo de plástico em sua impressão indo de uma parede para outra? Ou encontrou pequenas bolinhas de plástico nas laterais da peça? Ou talvez alguns vazamentos em cada camada?
Esse tipo de erro pode ocorrer quando o bico “vaza”, fazendo com que o plástico saia do bico quando não queremos.
Neste artigo, vamos aprender um pouco mais sobre o vazamento de bicos, um dos problemas de impressão 3D mais irritantes e recorrentes. Também vamos aprender como ela se origina, quais são as principais causas e como preveni-la.
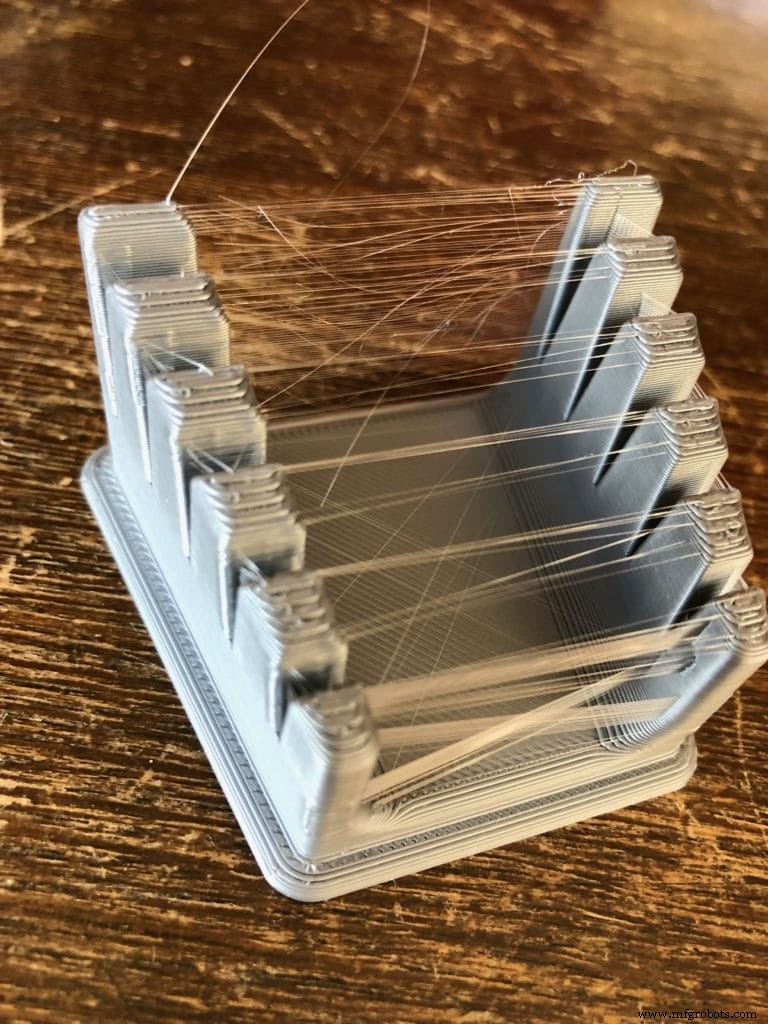
Você pode identificar um bico com vazamento se suas impressões exibirem “cabelos” ou “fios” de plástico fino em locais onde nenhum plástico deveria ter sido extrudado. Isso é causado por temperaturas de extrusão muito altas e/ou configurações de retração incorretas. Defina a temperatura de acordo com as especificações do fabricante do filamento. Além disso, você pode começar definindo a distância de retração para 6,5 mm, a velocidade de retração para 25 mm/s e a distância mínima de deslocamento para 1 mm.
Vamos nos aprofundar em todos os aspectos para solucionar problemas e resolver seu bico com vazamento, mas antes de começarmos, sinta-se à vontade para usar a tabela a seguir como referência:
| Parâmetro | Descrição | Valor da linha de base | Muito baixo | Muito alto | Modelo de teste |
|---|---|---|---|---|---|
| Temperatura | Temperatura na qual o filamento é aquecido quando extrudado | Verifique as especificações do fabricante. PLA:190° a 220°C. ABS:240° a 270°C. | -Subextrusão. -Bocal não extrudado. | Vazamento no bocal | Torre temporária |
| Retração: Distância | Quantos milímetros o filamento se retrai toda vez | 6,5 mm. | - Vazamento no bico | -Filamento obstruído. -Subextrusão | Teste de retração |
| Retração: Velocidade | Com que rapidez a distância de retração será coberta | 25 mm/s. | -Sem melhorias -O filamento só se estende dentro do bocal | -Deixar marcas no filamento | |
| Retração:distância mínima de viagem | Distância mínima de viagem para permitir a retração | 1 mm. | -Retrair com muita frequência | -A retração pode nunca ocorrer |
Problemas de impressão 3D
Como você provavelmente já sabe, a forma final de um objeto impresso em 3D é obtida movendo a extrusora por meio de um controlador CNC. Esta extrusora é alimentada por um carretel de filamento e pode parar de extrudar quando há um espaço vazio entre duas posições na mesma camada.
Se tudo estiver funcionando corretamente, o resultado será uma peça com as mesmas medidas de altura, largura e profundidade do modelo digital original. Ele também terá a forma exata do objeto visualizado em seu computador. De preferência, também apresentará poucas imperfeições de qualidade.
Claro, isso nem sempre será o caso, especialmente quando você está começando ou quando compra uma nova impressora que ainda não foi devidamente calibrada.
Entre os muitos erros que podem ocorrer, podemos encontrar um bico com vazamento, um dos problemas mais comuns na impressão 3D. Felizmente, resolver esse problema é possível e fácil se você souber o que o causa.
Por que um bico vaza?
A extrusora é a parte responsável por aquecer o plástico a uma temperatura que permita seu escoamento. Na entrada, o filamento mede aproximadamente 1,75mm. A extrusora então empurra o filamento quente para um orifício menor, que pode medir entre 0,1 e 1 mm. A pressão originada no interior da extrusora faz com que o plástico flua através do pequeno orifício, chamado bico.
Essa é a teoria de como o sistema de extrusão deve funcionar, seja direto ou Bowden. Às vezes, o material não sai como deveria porque a extrusora não é capaz de alimentar corretamente ou porque alguma configuração não foi definida corretamente.
Como a impressão 3D tem tudo a ver com derretimento, devemos estabelecer a temperatura como um dos principais parâmetros a serem considerados.
Quando selecionamos o tipo de material a ser utilizado, muitas vezes o fabricante nos fornece uma ficha técnica que inclui uma faixa de temperatura ideal para seu uso. Diferentes materiais têm diferentes faixas, e mesmo o mesmo plástico de diferentes fabricantes pode não ser o mesmo.
Verifique sempre a ficha técnica. Você provavelmente pode encontrá-lo publicado no site do fabricante ou, se tiver sorte, no verso da embalagem do filamento.
Às vezes, essa faixa de temperatura é muito grande, como “190 a 220 °C”. Não sei quanto a você, mas esse intervalo não é muito útil. Como você escolheria se vestir se a previsão do tempo informasse que a temperatura de amanhã estará entre 0°C e 30°C?
Ok, vamos voltar para a extrusora:se a temperatura estiver muito baixa, o plástico não será líquido o suficiente para fluir e provavelmente ficará preso . Você pode notar isso quando vê que a impressora 3D deveria estar funcionando, mas não está extrudando o filamento. Um arranhão redondo típico é deixado no filamento onde está localizada a engrenagem de empurrão da extrusora.
Ter uma temperatura alta causa o oposto:o plástico fica muito fluido e não precisa ser empurrado para fluir pelo bico. Seu próprio peso faz com que o material dentro do barril comece a escorrer.
Isso significa que o plástico fluirá mesmo quando não deveria fazê-lo. O bico deixará um rastro enquanto se move, como um fino “cabelo de plástico ” ou “sequência ”. Essa é a razão por trás de nós chamá-lo de “stringing ”, “estampas peludas ” ou mesmo “bigodes ”.
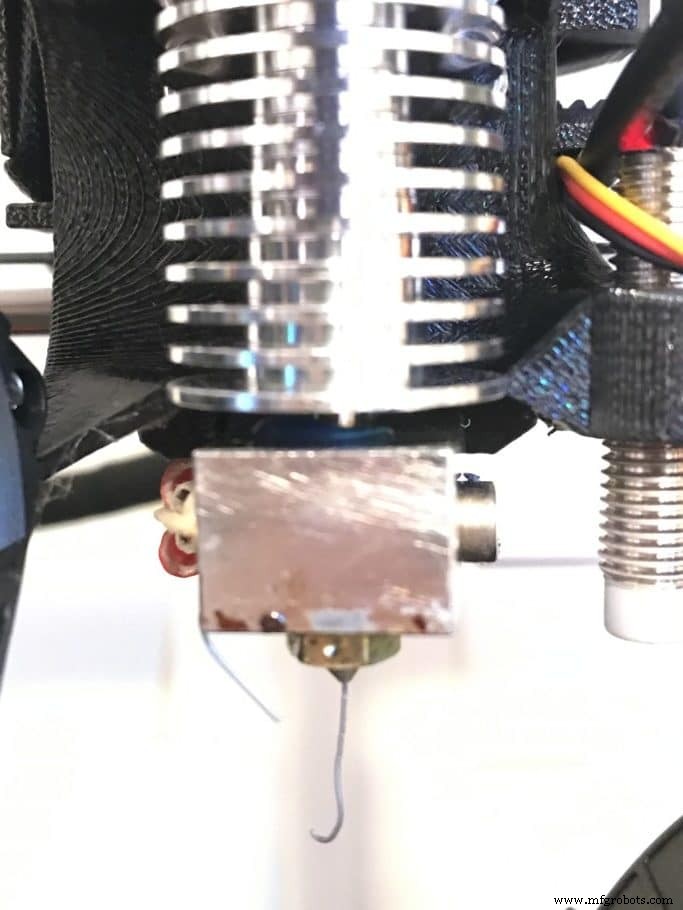
Acho que você já sabe o que é realmente amarrar. No entanto, se você não tiver certeza e quiser comparar o problema que está enfrentando com um caso real de um bico com vazamento, dê uma olhada na foto a seguir:
Neste ponto, é necessário diferenciar o vazamento que ocorre ao definir uma temperatura alta do vazamento normal durante o aquecimento da impressão. O plástico, como qualquer outro material, muda de volume quando aquecido.
A pressão interna dentro do barril aumenta no tempo de aquecimento inicial, à medida que o filamento se expande. Esse é um processo normal e você não precisa se preocupar.
Por outro lado, se o bico estiver vazio no início da impressão, a extrusora percorrerá uma certa distância sem filamento dentro. Uma solução rápida e eficaz é adicionar algumas linhas de saia antes que o objeto comece a ser impresso.
Um bico vazando também pode fazer com que a ponta fique vazia durante a primeira parte de cada camada. A engrenagem da extrusora gira, mas nenhum plástico sai do bocal. Isso resulta em linhas vazias nas costuras da camada. O objeto parece ruim, especialmente em áreas finas.
Como resolver um bico com vazamento
Existem dois parâmetros mais importantes que nos ajudarão com esse problema: temperatura e retração.
Temperatura de extrusão ideal
Para encontrar a temperatura ideal de impressão, você pode imprimir muitas peças apenas variando a temperatura. Você notará que as impressões ficam opacas em baixas temperaturas e ficam mais brilhantes à medida que você define temperaturas mais altas. Escolha um ponto no meio, com um pouco de brilho, mas não muito brilhante.
Sua impressora provavelmente também permite que você altere a temperatura durante a impressão. É uma alternativa mais rápida para alterar a temperatura em intervalos discretos de 3° ou 5° C e deixar a impressão correr por algumas camadas.
Se você perceber que a qualidade de impressão melhora, continue alterando a temperatura nessa direção até que comece a piorar novamente.
Como esse método pode levar muito tempo, algumas pessoas já geraram arquivos de código G que variam a temperatura do bico a cada certo número de camadas, para que você não precise imprimir muitas peças.
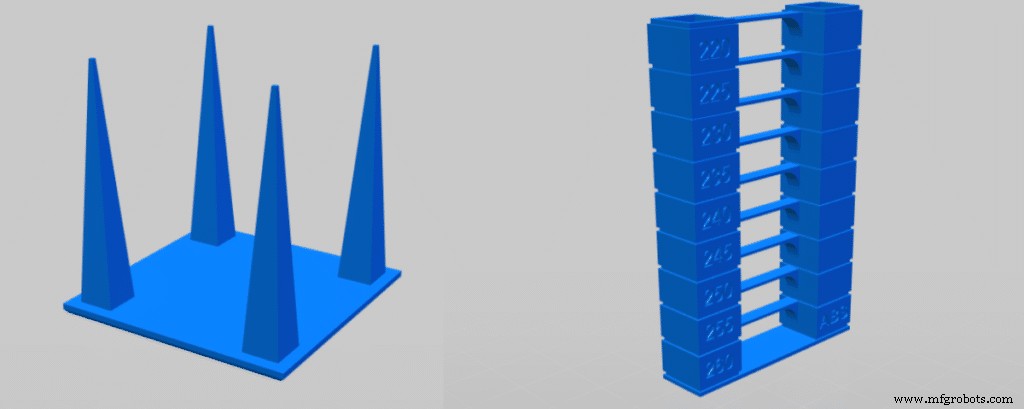
Por exemplo, você pode tentar imprimir esta Torre de Temperatura do Thingiverse
Você também pode pesquisar por “torre de temperatura ” em nosso próprio mecanismo de pesquisa e escolha a que melhor se adapta à sua impressora. Existem dezenas de testes específicos que você pode tentar. Certifique-se de verificar se o código G foi gerado para uma impressora 3D semelhante à sua. Se desejar, você pode editar o código para alterar as configurações que precisa testar.
Lembre-se que a alta temperatura ajuda na adesão do objeto à cama. Você pode definir uma temperatura mais alta durante as primeiras camadas para garantir a adesão e depois reduzi-la pelo restante do tempo de impressão. Isso é especialmente útil para se ter em mente se sua impressora não tiver uma base aquecida.
O que é retração?
Ao imprimir, a engrenagem da extrusora gira em uma direção, forçando o filamento através do bocal. Para evitar vazamentos, você pode configurar sua impressora 3D para girar um pouco na direção oposta quando tiver que viajar até um determinado ponto sem extrusão. Essa rotação retrai o filamento dentro do cano e remove a pressão no bocal. Se esta retração for ajustada corretamente, nenhum plástico irá vazar durante o deslocamento e nenhuma corda será deixada.
Você pode definir três parâmetros para retração:distância , velocidade, e distância de viagem . Vamos descobrir como eles funcionam:
Quando você define Distância , você especifica quantos milímetros o filamento retrai a cada vez. Uma pequena distância fará com que as cordas fiquem mais finas, mas não vai parar o problema.
Pelo contrário, se você definir a distância muito longa, o bico ficará vazio quando retomar a extrusão, deixando furos como já discutimos.
Além disso, lembre-se de que, se você configurar sua impressora para retrair demais, o filamento poderá entupir e sua impressão será arruinada.
Velocidade de retração define o quão rápido essa distância será coberta. Como o plástico derretido está de acordo com as propriedades dos fluidos, se você tentar retrair muito lentamente, o filamento apenas se esticará e nenhuma melhoria será alcançada. No entanto, uma retração rápida também pode causar problemas.
Por fim, Distância de viagem especifica o deslocamento mínimo que a extrusora deve fazer quando não estiver extrudando, antes de retrair.
Configurações ideais de retração
Novamente, existem algumas maneiras de resolver isso, mas, na minha opinião, os testes de calibração são os mais fáceis.
Este teste de retração é o meu favorito, mas você sempre pode escolher outro apenas pesquisando “teste de retração ” em search.3dsolved.com (nosso próprio motor de busca).
O procedimento é fácil e direto:imprima o objeto, altere os parâmetros de distância e velocidade (um de cada vez) e imprima outro até obter uma boa impressão. Cada teste é impresso em aproximadamente 15 a 20 minutos, portanto, você poderá solucionar esse problema em apenas algumas iterações.
Como uma boa linha de base inicial, recomendo usar os seguintes valores:
- Distância de retração:6,5 mm
- Velocidade de retração:25 mm/s
- Distância mínima de viagem:1 mm
Outra maneira de evitar o encordoamento é definir uma velocidade de deslocamento mais rápida quando não estiver extrudando. Menos tempo de vazamento resulta em menos sequências e melhores impressões.
Se você quiser saber mais sobre retração, escrevi um post inteiro sobre quais configurações usar.
Agora sabemos mais sobre vazamento de bicos, então vamos calibrar nossas impressoras!
Conclusão
Agora você não apenas sabe como identificar um bico com vazamento, mas também possui profundo conhecimento técnico sobre as causas do problema, as soluções e, o mais importante, por que essas soluções funcionam. Como você pode notar, sempre vale a pena entender os problemas em vez de apenas seguir uma receita.
Confira nossa seção de produtos recomendados
Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Impressão 3D com cama de calor:temperatura ideal para PLA e ABS
Sobreposição de preenchimento de extrusão dupla e exsudação; Como corrigir!
impressao 3D
- Como:Mudança de dicas de impressora 3D em seus Stratasys
- Como substituir o bico em uma Ender 3 (Pro e V2)!
- Ender 3:como limpar o bico (desobstruir)!
- Ender 3 Problemas de Nivelamento de Camas; Como corrigi-los!
- A impressora 3D para de fazer a extrusão no meio da impressão:como resolver
- Quanto tempo dura 1 kg de filamento de impressora 3D?
- Sobreposição de preenchimento de extrusão dupla e exsudação; Como corrigir!
- impressora 3D não alimentando filamento:como resolver!
- Retração:como funciona na impressão 3D
- Como consertar um vazamento no cilindro hidráulico