


Configurações do ABS da Ender 3 (Pro e V2); Evite deformações e muito mais.
O ABS é um dos materiais mais difíceis de aprender a imprimir corretamente em uma Ender 3, Pro ou V2, e isso se deve principalmente ao fato de não ser uma impressora fechada.
No entanto, você ainda pode imprimir ABS em uma Ender 3 ajustando algumas configurações e usando alguns truques para melhorar a adesão ao leito.
Aqui está a versão curta:Para imprimir ABS em uma Ender 3 você precisa definir a temperatura de impressão entre 230°C e 240°C, a temperatura do leito para 100°C, desligar o ventilador de resfriamento da peça e aplicar um pouco de cola aderir à superfície de construção para melhorar a adesão e evitar deformações.
Claro, isso não é tudo e eu recomendo que você continue lendo para descobrir como meus testes foram, como melhorar a adesão à cama, como evitar alguns problemas e muito mais.
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
Recomendado:use um anexo

Antes de entrar nas configurações, devo mencionar que você deve absolutamente usar um gabinete para imprimir ABS em uma Ender 3, pois isso manterá a temperatura dentro da impressora consistente e evitará deformação e separação de camadas.
Vale a pena notar, no entanto, que você não precisa necessariamente comprar um gabinete, pois você pode fazer um você mesmo, ou você pode até colocar uma grande caixa de papelão sobre a impressora e isso também funcionará bem.
Claro, isso pode ser um risco potencial de incêndio, e é por isso que eu não recomendo, mas funciona. Minha recomendação seria obter um gabinete Creality não inflamável acessível para estar no lado seguro.
Agora, se você já conhece suas configurações de impressão e deseja pular direto para as dicas sobre como melhorar a adesão ao leito para evitar deformações, clique aqui.
Temperatura de impressão
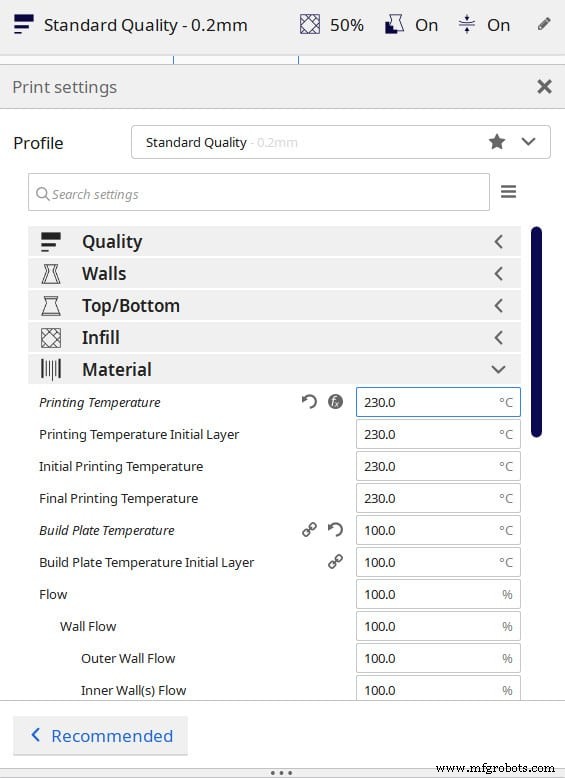
Na Ender 3 (Pro e V2), 230°C até 240°C parece ser o ponto ideal não apenas em termos de detalhes, mas também na qualidade de ponte e saliência, bem como na prevenção de artefatos indesejados. Abaixo de 230°C resulta em má adesão da camada, enquanto acima de 240°C pode resultar em má qualidade da ponte.
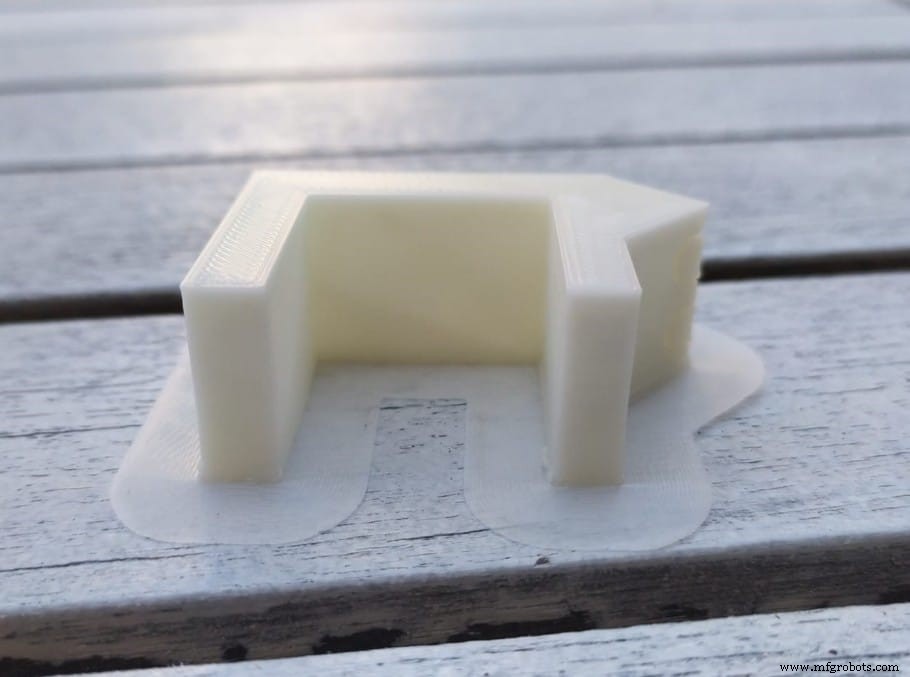
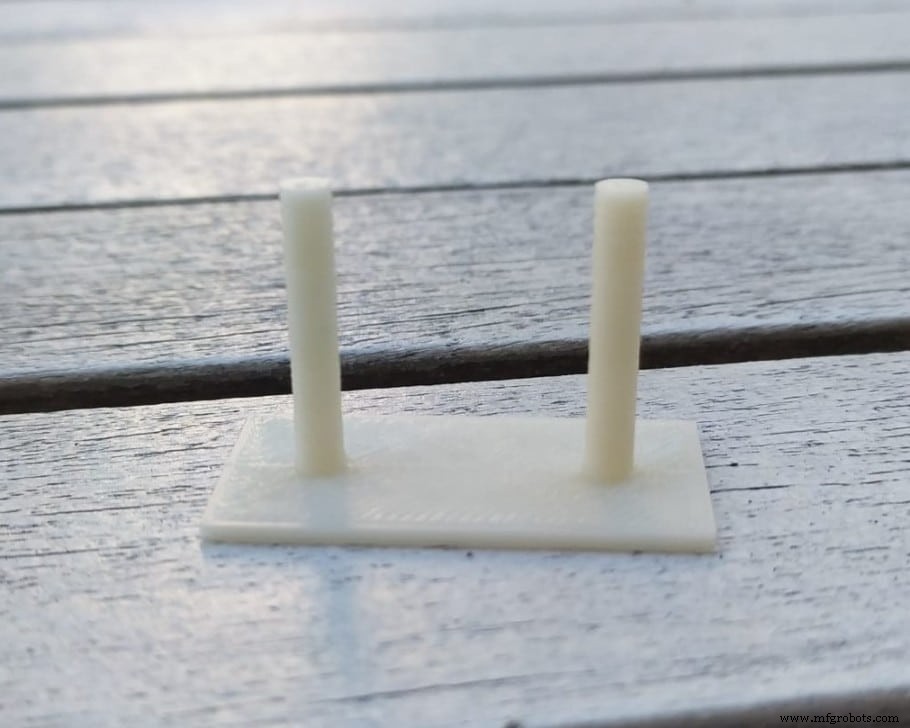
Imprimi várias torres de temperatura, algumas maiores e outras menores, pois queria testar a adesão da cama ao mesmo tempo, e também imprimi um guia de cabos simples que projetei para ser anexado à minha mesa.
Como acabei de mencionar, a melhor temperatura parece estar entre 230°C e 240°C para a Ender 3, especialmente se houver pontes e saliências. Quanto às guias de cabos, não notei nenhuma diferença de qualidade entre as diferentes temperaturas, pois eram designs simples.
No entanto, e isso volta ao ponto de exigir um gabinete, pois não usei um para esses testes porque suponho que a maioria de vocês não tenha um, as guias de cabo sempre racharam no mesmo local (a 230°C tinha uma fenda mais larga do que a de 240°C), o que mostra o quão importante é um recinto para manter uma temperatura alta e consistente ao redor do objeto.
Observação :Se você quiser saber mais sobre a importância dos gabinetes e por que você pode precisar de um, consulte este artigo.
Agora, vale a pena notar que o ABS pode ser impresso em temperaturas muito mais altas, mas a razão pela qual eu parei em 240°C é por causa do tubo de PTFE que não é capaz de lidar com temperaturas acima de 245°C e vai ficar danificado e liberar alguns fumos tóxicos. Portanto, não ultrapasse 245°C, a menos que você troque o tubo de PTFE ou faça outras alterações na impressora.
- Temperatura de impressão ideal da Ender 3 ABS: 230°C a 240°C.
Temperatura ideal do leito
Se há uma coisa que você precisa acertar com o ABS é a adesão da cama, e definir a cama na temperatura certa é absolutamente crucial (também usando uma aba, mas mais sobre isso em um segundo).
Foi realizado um estudo sobre como a temperatura do leito afetou a adesão, e a conclusão é; “Este estudo mostra um aumento significativo nas forças de adesão ao imprimir peças em uma temperatura do leito ligeiramente acima da temperatura de transição vítrea do material de impressão”.
Essencialmente, se você estiver tendo problemas com a adesão do leito, aumente a temperatura do leito ligeiramente acima da Temperatura de Transição de Vidro do filamento (60°C para PLA, 100°C para ABS e 80°C para PETG).
Para a Ender 3 (Pro e V2), a temperatura ideal do leito ao imprimir ABS é de 100°C até 110°C (para maior adesão). Em alguns casos, o uso de cola em bastão pode ser necessário para evitar que a impressão se solte da placa de impressão.
Agora, sem um gabinete, você sempre terá que lidar com deformações, pois o ABS se contrai um pouco demais e, em alguns casos, a impressão pode se desprender completamente da placa de construção, mesmo se você definir a temperatura da cama para 110°C (novamente, mais sobre como evitar deformações mais tarde no post).
- Temperatura ideal do leito ABS Ender 3: 100°C a 110°C.
Resfriamento de peças
Como o ABS se contrai mais do que outros plásticos durante o resfriamento, a impressão tem uma chance maior de entortar, pois as camadas superiores que não estão sendo aquecidas pela cama resfriam e exercem uma força de tração nas camadas inferiores, o que pode fazer com que a impressão urdidura ou camadas para separar (menos comum).
É por isso que você pode querer manter o resfriamento no mínimo ou desligado, não apenas nas primeiras camadas, mas sempre.
Em meus testes, descobri que manter o ventilador desligado nas primeiras camadas e depois executá-lo a 30% da velocidade produzia ótimos resultados.
No entanto, a ponte pode ser um problema com o ABS, pois exige que o plástico seja resfriado o mais rápido possível para funcionar, o que significa que quanto maior a velocidade do ventilador, melhor as pontes saem.
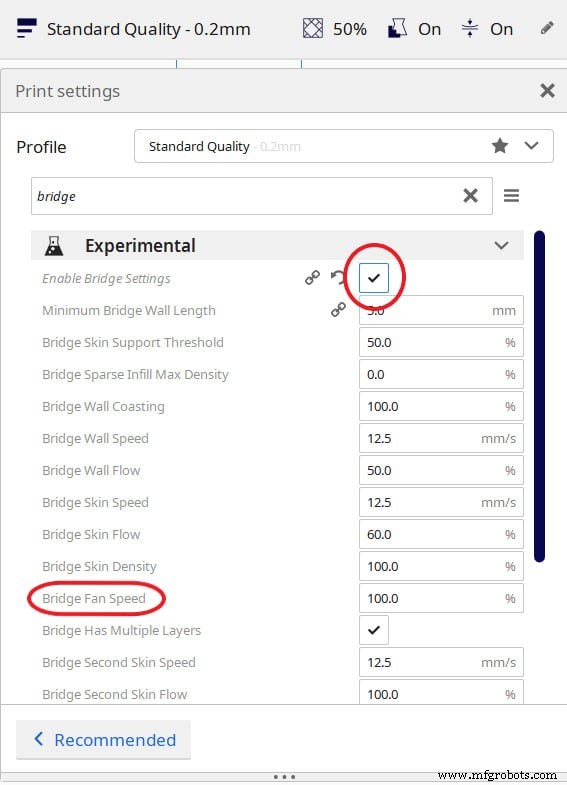
Felizmente, há uma configuração experimental no Cura chamada “Enable Print Cooling” onde você pode ajustar a “Bridge fan speed”, que permite definir a ventoinha de resfriamento de impressão para 100% apenas ao imprimir pontes (Para encontrar o tipo de configuração “bridge” na barra de pesquisa de configurações, marque a caixa “Enable Print Cooling” e role para baixo até “Bridge fan speed” para ajustá-la).
Configurações de refrigeração ABS da Ender 3 ideais:
- Fan completamente desligado para as primeiras camadas.
- Fan com 30% ou desconto no restante da impressão.
- Ventilador a 100% para pontes.
Configurações de retração
Fiz um teste de retração/amarração e obtive resultados absolutamente perfeitos com as mesmas configurações que uso para PLA, que também são as configurações padrão no Cura, que são as seguintes:
- Modo de pentear:ATIVADO e definido como "Dentro do preenchimento" (o padrão é "não na pele", ambos funcionam).
- Distância de retração:6,5 mm
- Velocidade de retração:25 mm/s
- Contagem máxima de retração:100
- Janela de distância mínima de extrusão:10 mm
Com essas configurações, meu texto de strings ficou extremamente limpo, sem strings visíveis em nenhum lugar.
Configurações de velocidade
Assim como no PLA, a impressão em velocidades entre 40 mm/s e 60 mm/s é ideal para ABS na Ender 3 e resultará em impressões de ótima aparência sem muitos artefatos, fantasmas e toques. O melhor compromisso entre velocidade e qualidade é de 50 mm/s.
Agora, enquanto você pode obter ótimos resultados em 50mm/s e 60mm/s, pode haver momentos em que você pode querer amá-lo para 35 ou 40mm/s, dependendo da complexidade do modelo e do nível de detalhe, já que você Vou querer evitar toques e fantasmas o máximo possível.
- Configurações de velocidade do ABS da Ender 3 ideal: Entre 40 mm/s e 60 mm/s.
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
Resolvendo problemas de ABS na Ender 3
Como mencionei anteriormente, o ABS contrai muito mais do que outros termoplásticos ao resfriar e isso faz com que ele deforme e às vezes até rache ao longo das linhas da camada.
Isso significa que o resfriamento da impressão precisa ser levado mais em consideração do que quando se usa outros filamentos mais fáceis de imprimir, como PLA ou PETG, por isso recomendo investir em um gabinete, pois isso evitará que a maioria dos ABS' problemas, como empenamento, má adesão ao leito (já que isso também é causado por empenamento), delaminação/rachadura da camada, etc.
No entanto, se você não quiser obter um e for imprimir com um Stock Ender 3, aqui estão algumas dicas para melhorar suas chances de sucesso:
Mantenha a impressora longe de correntes de ar
As correntes de ar frio resfriam a impressão mais rápido do que o necessário e também a resfriam irregularmente, o que significa que o plástico se contrairá mais de um lado do que do outro, fazendo com que a impressão se deforme e talvez rache.
Se você estiver imprimindo sem um gabinete, mantenha a impressora em uma sala o mais quente possível e feche todas as janelas/portas para evitar correntes de ar.
Observação :O ABS emite alguns gases tóxicos e você não deve estar na mesma sala que a impressora enquanto ela estiver funcionando.
Imprimir usando uma aba
Como a adesão ao leito pode ser um problema sério com o ABS, você deve usar todas as configurações do slicer à sua disposição para melhorá-lo, e usar uma aba é provavelmente a melhor maneira de lidar com isso.
Uma aba é essencialmente uma saia que entra em contato com a estampa e que ajuda na adesão e deformação da cama em particular, então sempre imprima ABS com uma aba.
Use Glue Stick para melhor adesão
Consegui evitar que minha impressão se soltasse da cama e até mesmo deformasse aplicando uma pequena quantidade de cola em bastão na superfície de impressão.
A cola em bastão melhorará drasticamente a adesão e também ajudará na remoção da impressão depois que a base esfriar.
Vale a pena notar que tentar remover a impressão com a cama ainda quente será quase impossível por causa de quão forte a ligação se torna com a cola, então deixe esfriar primeiro até a temperatura ambiente e depois remova-a.
Usar o Glue Stick foi de longe o que me deu os melhores resultados ao imprimir ABS no que diz respeito à adesão da cama e, embora houvesse uma ligeira deformação, quase não era perceptível.
Use fita adesiva
Colocar fita adesiva na superfície de construção também ajuda muito na adesão da cama. Apenas certifique-se de aplicar as tiras da fita da maneira mais organizada possível e não deixar lacunas entre elas.
No que diz respeito à adesão, o ABS grudou muito bem na fita e faz menos sujeira quando comparado ao bastão de cola e removê-lo também é muito mais fácil.
No entanto, o bastão de cola teve um desempenho um pouco melhor, e é por isso que eu recomendo usá-lo sobre a fita.
Estampagem de impressão (separação de camadas)
Embora a única maneira real de resolver isso seja imprimindo usando um gabinete, quanto mais forte for a ligação entre as camadas, menor o risco de delaminação, e isso significa que usar um bico maior pode impedir que a impressão rache, pois fornece um contato muito maior área de superfície entre as camadas, aumentando essencialmente a força de ligação entre elas.
Ambientes frios e correntes de ar aumentam ainda mais o risco de impressões rachadas, portanto, certifique-se de manter a impressora em uma sala fechada com a temperatura ambiente mais alta possível.
Conclusão
O principal inimigo do ABS é principalmente o resfriamento rápido e irregular, pois pode fazer com que a impressão se deforme, se solte da mesa e até rache.
Imprimir usando um gabinete resolverá todos esses problemas e imprimir com ABS será uma moleza, mas se você não tiver um gabinete, poderá colocar cola em bastão ou fita adesiva na superfície de construção para melhorar a adesão e manter a impressora em uma sala fechada, longe de correntes de ar frio.
Aumentar a temperatura do leito para um pouco acima da temperatura de transição vítrea do ABS (100°C) também ajudará na adesão do leito, então brinque com a temperatura do leito. Obtive os melhores resultados, sem usar cola em bastão, a 110°C.
A diferença entre 100°C e 110°C sem cola em bastão foi bastante perceptível, com ela, porém, nem tanto. É por isso que recomendo manter a cama a 100 ° C e aplicar um pouco de cola em bastão, pois é de longe a melhor adesão que consegui.
Por fim, lembre-se de abaixar ou girar completamente a ventoinha de resfriamento para obter melhores resultados, lembre-se apenas de ativar a configuração que liga a ventoinha durante a impressão de pontes, caso contrário, elas não ficarão com boa aparência.
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Melhorar a adesão ao leito de vidro (Ender 3 e outras impressoras)
Velocidade de impressão 3D versus qualidade; Melhores configurações!
impressao 3D
- Como substituir o bico em uma Ender 3 (Pro e V2)!
- O ABS é reciclável e também biodegradável?
- Ender 3 Z Offset; Como ajustá-lo!
- Ender 3 X Axis Flacidez; Como resolver!
- O PLA é resistente ao calor? ABS, ASA, PETG e muito mais!
- Ender 3 Pro Review:vale a pena entrar em 2022?
- Ender 3 Problemas de Nivelamento de Camas; Como corrigi-los!
- Ender 3:como nivelar a cama e mantê-la nivelada!
- Atualizações do Ender 3 (Pro e V2); Para impressão e para compra!
- Configurações PETG do Ideal Ender 3 (Pro e V2)!