


Configurações de retração do Ender 3 (Pro e V2); Chega de amarrar!
Se pensarmos em impressão 3D, a primeira coisa que vem à mente é uma máquina que derrete plástico enquanto uma extrusora se move ao longo de 3 eixos ortogonais enquanto forma um objeto sólido. Parece muito simples, mas à medida que vamos nos aprofundando nessa tecnologia, rapidamente descobrimos que existem inúmeros parâmetros que determinam a forma como isso acontece.
Dependendo do tipo de modelo, as configurações de retração podem fazer ou quebrar suas impressões. Se você possui uma impressora Ender 3 (ou qualquer máquina do tipo Bowden), as seguintes configurações de retração definitivamente serão úteis:
Sendo uma impressora do tipo Bowden, a Ender 3 requer uma distância de retração maior e é recomendável habilitar o “Modo Penteado” e configurá-lo para “Dentro do Preenchimento”. Além disso, defina a distância de retração para 6 mm, a velocidade de retração para 20 mm/s, a contagem máxima de retração para 5 e a janela de distância mínima de extrusão para 10 mm.
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
O que é retração e por que é importante na impressão 3D?
Como você já deve saber, o hotend recebe o filamento da extrusora, que empurra o material através de uma roda dentada. Este impulso gera um aumento de pressão dentro do bocal. Se a temperatura for suficiente e as etapas do motor da extrusora estiverem calibradas corretamente, o plástico começará a fluir na quantidade exata necessária para criar o modelo desejado.
O problema com este mecanismo é que ainda há uma pressão remanescente dentro do barril após o motor da extrusora ter parado, o que força o filamento a continuar fluindo pela única saída livre que possui (ou seja, o bico). Quando a impressão exige que o hotend se desloque de um ponto a outro sem depositar material, é necessário aliviar essa pressão restante, para evitar que o plástico “escape” durante esse movimento.
A maneira de conseguir isso é inverter a rotação do motor de passo da extrusora, de modo que alguns milímetros de filamento saiam do hotend e compensem a referida pressão. Essa inversão de rotação é chamada de “retração” e é um parâmetro fundamental para obter objetos impressos com bom acabamento superficial.
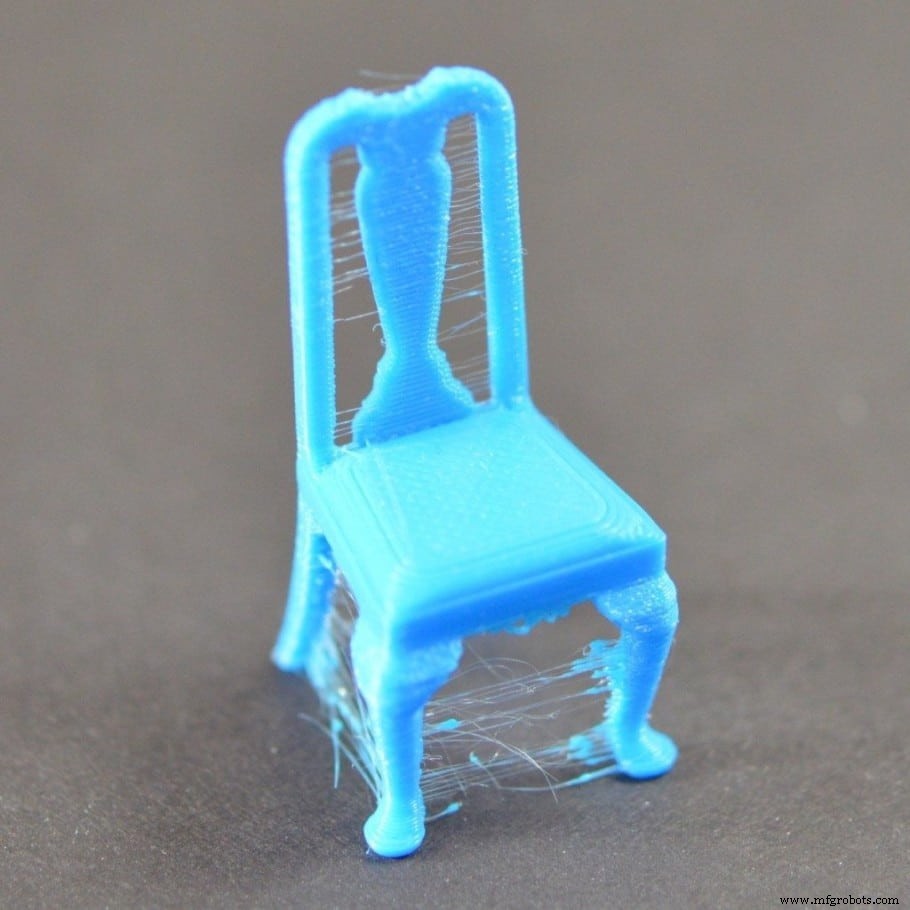
O material superextrudado do bocal ficará mais fino à medida que o hotend se move, deixando um “fio” ou “fio” entre duas paredes da peça. Isso é conhecido como “stringing” e pode ser evitado (ou pelo menos minimizado) por meio de alguns parâmetros de impressão. Você pode não ter ouvido falar sobre esse termo, mas tenho quase certeza de que já o viu antes. Dê uma olhada na imagem a seguir de uma cadeira que apresenta uma boa quantidade de cordas.
Parâmetros relacionados à retração
Primeiramente, devemos nos certificar de que a caixa “habilitar retração” esteja ativada, para acessar os parâmetros de retração. A partir de agora, vamos nos concentrar nas configurações do Cura. Você encontrará parâmetros equivalentes em muitos slicers.
Devo esclarecer que usarei a convenção de nomenclatura do Cura, mas os mesmos princípios definitivamente se aplicam a todos os slicers.
Distância de retração
Distância de retração informa à impressora quantos milímetros de filamento devem ser retraídos quando necessário. Retrair apenas uma distância muito pequena provavelmente não resolverá o encordoamento, enquanto que exagerar esse valor fará com que nenhum plástico esteja disponível no bico durante os momentos iniciais da próxima extrusão.
Para evitar isso, existe a chamada configuração “priming”, que retorna o filamento para a mesma posição em que estava antes da retração. Ou seja, se 5 mm de filamento foram retraídos, após mover-se entre dois pontos sem extrusão, 5 mm de filamento serão empurrados de volta para o bico.
Muitas vezes, o modelo em questão requer muitas retrações sequenciais durante um período de tempo muito curto. Se a distância de retração estiver muito alto, os dentes da engrenagem que empurram o filamento começarão a moê-lo. Se o filamento ficar muito fino, as engrenagens não o empurrarão, mas deslizarão contra ele. Como resultado, não haverá mais extrusão de filamento, e a impressão obviamente ficará completamente arruinada.
Para evitar isso, vamos estabelecer a distância mínima de retração possível que nos permita mitigar o encordoamento. A faixa de 3 a 6 mm geralmente funciona para a maioria das impressoras 3D do tipo Bowden. Você pode começar com uma distância de retração de 3 mm e aumente em 1 mm se achar necessário.
Embora as impressoras Ender3 estejam no mercado há vários anos e sejam conhecidas por sua confiabilidade, muitos usuários optam por modificar suas configurações para obter melhores resultados de impressão. Uma das modificações mais comuns é transformá-lo em um sistema de extrusão direta. Embora não recomendemos modificar um projeto testado (a menos que você esteja extremamente confiante em suas habilidades de engenharia), você pode experimentá-lo e tirar suas próprias conclusões.
Uma das vantagens de um sistema de acionamento direto é um controle mais preciso das retrações. Para esses tipos de impressoras, comece com uma distância de 0,5 mm e aumente em incrementos desse mesmo valor até obter um resultado ideal.
Contagem máxima de retração
Este parâmetro permite definir o número máximo de retrações que podem ser feitas ao longo do mesmo segmento de filamento. Desta forma, a moagem do filamento mencionada acima pode ser evitada. Comece definindo este valor no intervalo de 5 a 10. O padrão para Cura é 100, mas é muito alto.
Janela de distância mínima de extrusão
Aqui você pode definir o comprimento do segmento de filamento ao qual as retrações especificadas em “Contagem Máxima de Retração " Serão aplicados. Como as retrações estarão entre 3 e 6mm, um valor apropriado é 10mm. Dessa forma, você terá a certeza de que o filamento não será danificado por retrações excessivas.
Velocidade de retração
Isso especifica a velocidade com que a extrusora irá girar em sentido inverso. Deve ser rápido o suficiente para evitar que o filamento vaze pelo bocal, mas não excessivamente, pois uma velocidade excessiva também exigirá energia que o motor da extrusora não será capaz de fornecer, fazendo com que perca etapas. Um bom valor para começar é 20 mm/s. Você pode sempre aumentar esse valor através de um teste de stringing (links abaixo).
Velocidade principal de retração
Este valor permite definir a velocidade pela qual o material é realimentado no bico. Este parâmetro permite controlar a maneira como o hotend está pronto para continuar a extrusão como se nada tivesse acontecido.
A velocidade de retração é dividida em dois parâmetros diferentes por um bom motivo. Ao remover o filamento, a pressão é maior no início da retração do que no final, o que alivia a tensão na engrenagem da extrusora. Por outro lado, durante a escorva, a pressão (e, portanto, a força na engrenagem) aumenta cada vez mais.
Por esta razão, o priming pode danificar o filamento mais do que a retração. Recomendamos que você use uma velocidade 5 mm/s menor neste parâmetro do que aquela que você definiu em “Velocidade de retração “.
Valor Extra Prime
Com este parâmetro, você pode compensar a quantidade de material que foi perdido devido ao vazamento. Se você definir a distância de retração e a velocidade corretamente, não precisará compensar nada, por isso recomendamos que você deixe este parâmetro em 0 e realize os testes de calibração. (links abaixo)
Configurações de retração recomendadas para uma impressora Ender 3 (Pro / v2)
Devido ao fato de que as impressoras Ender 3 são definitivamente uma das impressoras mais populares (se não a mais), entrarei nas configurações específicas que recomendo e também usarei em minha própria máquina. Embora todas as impressoras sejam um pouco únicas, essas configurações servirão como um excelente ponto de partida.
- Modo de pentear:ATIVADO e definido como “Dentro de preenchimento “
- Distância de retração:6 mm
- Velocidade de retração:20 mm/s
- Contagem máxima de retração:5
- Janela de distância mínima de extrusão:10 mm
Essas configurações serão úteis para todas as impressoras do tipo Bowden. Obviamente, você pode ajustar esses valores e melhorá-los para suas necessidades específicas. Testes de impressão que foram projetados especificamente para reduzir o encordoamento ajudarão a acelerar o ajuste fino. Eu listo todos eles no final deste artigo.
Você também pode se surpreender com o fato de que a impressão de miniaturas requer uma configuração de retração específica para obter os melhores resultados. Obviamente, também vou listá-los agora!
Configurações de retração recomendadas para imprimir miniaturas com uma impressora Ender 3 (Prov/v2)
- Modo de pentear:ATIVADO e definido como “Dentro de preenchimento “
- Distância de retração:6 mm
- Velocidade de retração:45 mm/s
- Contagem máxima de retração:10
- Janela de distância mínima de extrusão:10 mm
É interessante saber que o Z-hop, um parâmetro que eleva o eixo Z uma curta distância antes de se mover sem extrudar e o abaixa novamente quando atinge o próximo ponto de impressão, aumenta consideravelmente o encordoamento (independentemente da calibração realizada anteriormente) . Eu recomendo fortemente que você o desative, especialmente se você tiver alcançado uma configuração de parâmetro ideal.
Pessoalmente, este vídeo de Makers Muse foi inestimável quando encontrei esse problema pela primeira vez.
Por que "Ativar modo de pentear" é recomendado?
O problema com o encordoamento é que ele faz com que a superfície externa do seu objeto seja desagradável de se olhar. Se o encadeamento ocorresse apenas dentro do objeto, não poderíamos ficar descontentes com isso. Portanto, a retração só faz sentido quando o bico se desloca de um ponto a outro por uma área que não possui camadas de impressão por baixo. Ao habilitar o modo de pentear, você pode ordenar que o slicer mova apenas o hotend dentro das áreas impressas (sempre que possível).
Existem 4 opções diferentes disponíveis para escolher, mas a minha favorita é “dentro de preenchimento ”. Embora aumente o tempo de impressão, reduz o número de retrações ao mínimo inevitável.
Testes de calibração de retração e stringing
Torre de temperatura
Embora ainda não tenhamos mencionado isso, um parâmetro de impressão que afeta seriamente o encordoamento é a temperatura do hotend. Quanto mais quente, mais fácil o filamento fluirá, o que aumentará muito o vazamento do bico. Por isso, a primeira coisa a fazer é calibrar a temperatura da sua impressora, até obter os melhores resultados. Para isso, recomendo que você imprima o seguinte teste, que consiste em uma torre de temperatura que aumenta em 5 ºC em um intervalo de camada bem definido.
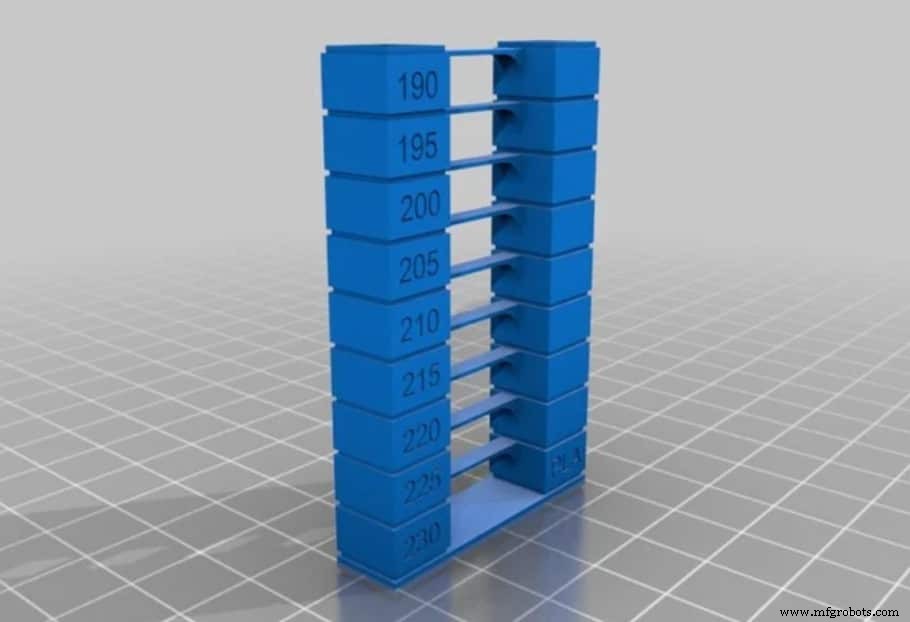
Se você clicar em “Arquivos de coisas ” você verá um código G arquivo que já é compatível com o Ender3. Não use seu programa slicer para gerar um código G como você costuma fazer, pois ele não variará a temperatura durante a impressão. Usar diferentes processos no Cura é uma opção, mas o arquivo anexado funciona perfeitamente.
Teste básico de string
Depois que a temperatura estiver calibrada, desative as retrações em seu slicer e imprima o arquivo a seguir. Dê uma olhada na imagem e adivinhe o que ela tenta avaliar.
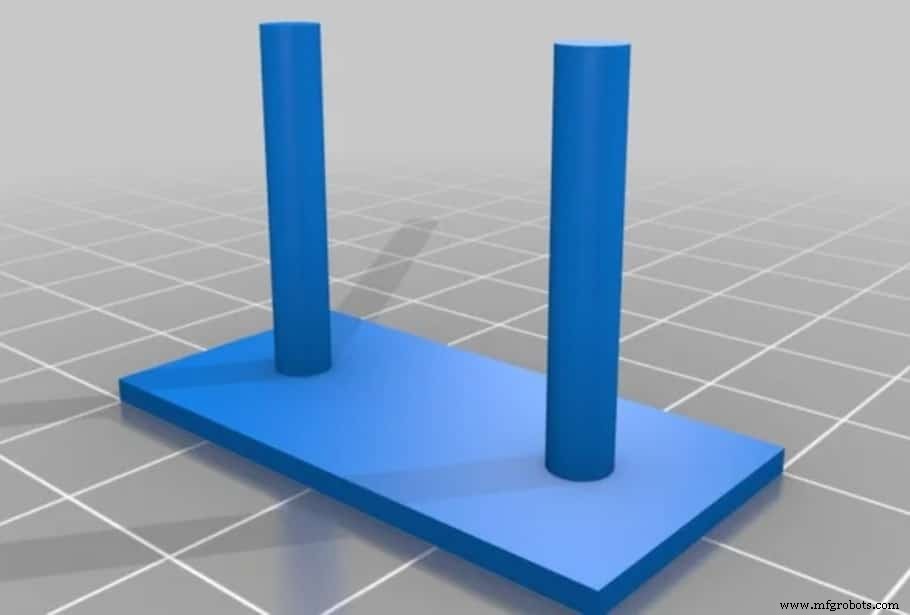
O resultado será um pedaço cheio de pelos entre os dois cilindros. Reative as retrações e compare o resultado com a peça recém-impressa. A partir daí, aumente ou diminua a Velocidade de retração e Distância de retração valores até que ambos os cilindros sejam impressos corretamente e não haja fios de cabelo entre eles.
Ferramenta de calibração de retração
Se você ainda não está impressionado com o quão incrível é a comunidade de impressoras 3D, confira esta ferramenta online gratuita que alguém criou. Ele nos permite criar um G-Code para fins de teste compatível com nossa impressora específica. As instruções são muito detalhadas e úteis, mas não deixe de lê-las.
Perguntas frequentes (FAQ)
A retração é a mesma para os sistemas de extrusão Bowden e Direct?
Embora a ativação da retração seja útil independentemente do tipo de impressora, as máquinas do tipo Bowden geralmente exigem uma distância de retração mais alta em comparação com as impressoras de driver direto.
O motivo é o seguinte:as impressoras 3D que utilizam o sistema Bowden (como a Ender3) afastam a extrusora do hotend e o filamento é canalizado através de um tubo de PTFE. Como o tubo tem diâmetro interno de 2mm e o filamento tem diâmetro de 1,75mm, a frouxidão entre eles exige que essa diferença seja compensada aumentando a distância de retração.
Os sistemas de extrusão direta não têm esse problema, e o encolhimento do filamento tende a não ser um problema tão grande.
Essencialmente, os sistemas Bowden exigem uma distância de retração muito maior.
A retração é a mesma para todos os tipos de filamentos?
Felizmente, o PLA é um polímero muito estável, por isso é possível ajustar nossa impressora para obter quase nenhum encordoamento. O mesmo acontece com o ABS, embora apresente outros problemas como empenamento e rachaduras. Outros materiais, como o PETG, requerem uma temperatura muito mais alta para derreter, o que favorece a formação de cordas à medida que esfria.
Materiais flexíveis, como TPU, comprimem durante a extrusão e esticam durante a retração, por isso não é muito conveniente ativar a retração para imprimi-la. Neste caso, a amarração é inevitável.
Além das configurações de retração, a umidade no filamento também pode aumentar a probabilidade de enfiar , razão pela qual sempre recomendo guardar nossos carretéis em um recipiente hermético, com bastante sacos de sílica gel.
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
Conclusão
A esta altura, você já tem uma melhor compreensão de todas as configurações de retração disponíveis e como elas devem ser configuradas de forma diferente dependendo do tipo de impressora (Bowden ou Direct Drive). As impressoras do tipo Bowden, como a Ender 3 (Pro e v2), exigem distâncias de retração maiores. Em resumo, você deve ativar o “Modo de Pentear ” e defina como “No preenchimento “. A distância de retração deve ser de 6 mm, a velocidade de retração de 20 mm/s, a contagem máxima de retração de 5 e a janela de distância de extrusão mínima de 10 mm.
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Correção de separação de camada de impressão 3D (adesão de camada ruim)!
Por que o filamento PLA fica quebradiço? Vamos resolver!
impressao 3D
- Guia de atualização do ventilador silencioso da Ender 3 (Pro e V2) com fotos
- Loud Ender 3, Pro ou V2? Veja como acalmá-lo!
- Como substituir o bico em uma Ender 3 (Pro e V2)!
- Ender 3:como limpar o bico (desobstruir)!
- Custo de resina versus filamento na impressão 3D!
- Temperaturas de transição de vidro de filamento 3D
- Ender 3 Z Offset; Como ajustá-lo!
- Ender 3 Pro Review:vale a pena entrar em 2022?
- Ender 3 (Pro/V2) Tensão da Correia; Quão apertados eles devem ser?
- Retração:como funciona na impressão 3D