


5-Axis Buzz Words:aprenda a linguagem
Assim como qualquer outra forma de tecnologia em nossa indústria, a fabricação de 5 eixos tem seu próprio vocabulário e lista de palavras técnicas. Embora muitos dos recursos descritos abaixo possam ser vistos como comuns, alguns são encontrados apenas nos controles de máquina mais avançados. Para quem procura usinagem de 5 eixos, entender essas palavras da moda pode ser um grande benefício - e pode impedir que tomem uma decisão sem instrução da qual possam se arrepender mais tarde.
Gerenciamento de ponto central de ferramentas (TCPM) :também conhecido como RTCP por alguns fabricantes – é um dos recursos mais poderosos e pode ter um impacto significativo no processo geral de usinagem multieixo. O TCPM oferece ao programador a capacidade de criar programas que são “independentes” da própria coordenada da máquina e permite que o usuário simplesmente faça referência a um único ponto na peça real ao configurar o trabalho ou programar a peça – sem se preocupar com o local real. a localização da peça está na máquina. Sem TCPM, os dados do ponto no programa devem referenciar os movimentos relativos às coordenadas da máquina e às linhas centrais de rotação, e toda a programação é “dependente” da localização real da peça de trabalho dentro do envelope de trabalho da máquina. Por exemplo:sem TCPM, a peça deve ser localizada e fixada na máquina antes mesmo que o programa possa ser criado, e a distância real da peça de trabalho das linhas centrais da máquina deve ser contabilizada no programa... que geralmente é realizado movendo fisicamente o modelo sólido no espaço CAM, a distância exata de zero como está na máquina. Por isso dizemos que o programa é DEPENDENTE da coordenada da máquina sem TCPM. Sem o TCPM, se pequenos ajustes precisassem ser feitos, o operador teria que voltar ao sistema CAM, mover o modelo sólido a quantidade necessária, repostar o programa, recarregar o programa na máquina e tentar o corte novamente. Em uma máquina com TCPM, neste mesmo cenário, o operador poderia fazer um simples ajuste na configuração da peça ou coordenada de trabalho e executar a peça novamente. Espero que você possa ver que o uso do TCPM também tornará as coisas MUITO mais fáceis na próxima vez que você tiver que configurar o mesmo trabalho.
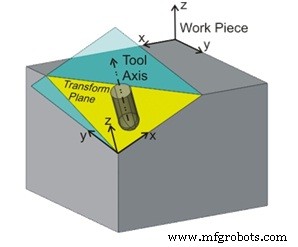
Transformar avião :um plano de trabalho que é posicionado em referência ao nosso plano de trabalho de coordenadas de máquina original. Se você pensar sobre isso, Transform Plane é realmente a mágica que torna a programação de 5 lados tão fácil e o que nos permite controlar todos os cinco lados de uma peça de trabalho individualmente em um único programa - primeiro, permitindo-nos referenciar um ponto de origem diferente para cada lado da peça de trabalho e, em segundo lugar, permitindo-nos designar um plano de trabalho plano para controlar nossa fresa durante a usinagem. Como os recursos em uma planta são mais frequentemente desenhados em referência a um único ponto em cada lado da peça (e geralmente não o mesmo ponto que usamos para a configuração inicial da peça), a capacidade de designar esses vários pontos de origem é extremamente importante. Além disso, sem a capacidade de transformar planos de trabalho individuais, ciclos fixos como os ciclos de furação G83 não podem ser usados em nenhuma face da peça de trabalho, exceto no lado superior... porque o eixo da ferramenta deve ser perpendicular ao lado da peça de trabalho que está sendo furada.
Superfície Normal :este não é realmente um termo de usinagem, mas definitivamente se torna uma palavra de ordem necessária para se familiarizar ao programar em 5 eixos. O termo refere-se a um vetor axial (ou linha) que é perpendicular a uma superfície específica em qualquer modelo sólido. Modelos sólidos são construídos juntando uma infinidade de superfícies, para criar uma determinada forma. Um programador sempre designará um vetor de inclinação da ferramenta que está em referência à superfície normal. Por exemplo, se você deseja que a ferramenta permaneça vertical em cada superfície à medida que o cortador se move ao longo da forma, você diria que a ferramenta é “normal à superfície”. Conseqüentemente, se você quiser que a ferramenta se incline para um lado ou para o outro conforme ela se move ao longo da forma, você designará um ângulo de inclinação positivo ou negativo... e esse ângulo será em referência à normal da superfície perpendicular.
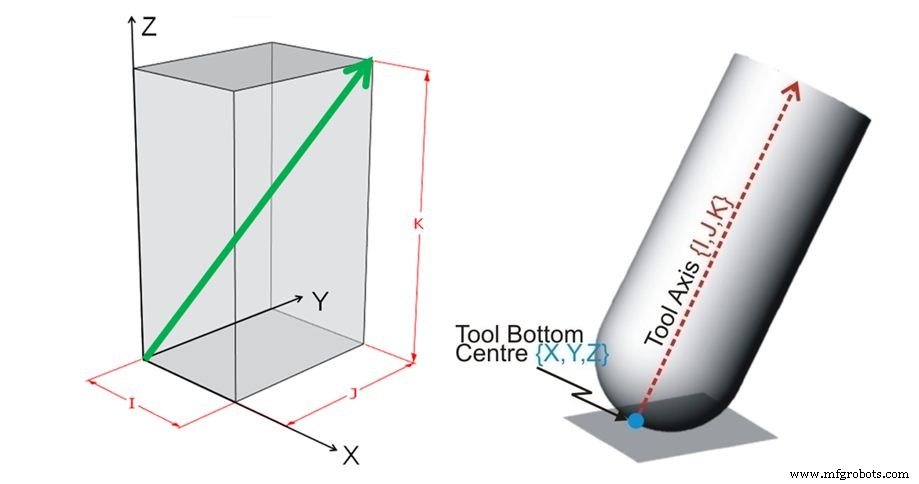
Vetor de ferramenta :refere-se ao ângulo em que uma ferramenta se afasta do ponto de contato XYZ. Esse ângulo é controlado por um conjunto de valores IJK em cada linha do código G em um programa, e os valores podem ser números positivos ou negativos. Embora os vetores não tenham unidades de medida relativas - e não sejam valores métricos ou polegadas - para simplificar, acho que ajuda pensar nesses valores como distâncias medidas ao visualizar o ângulo e a direção de inclinação designados... código X2.0 Y2.0 Z.125 I.50 J.50 K.70 em um programa consigo visualizar facilmente o ângulo de inclinação da ferramenta na minha cabeça. Os valores XYZ são obviamente usados para posicionar o centro inferior da ferramenta no local designado, e os valores IJK designam a direção e a quantidade de inclinação - a letra I é sinônimo do eixo X, J é sinônimo do eixo Y , e o K é sinônimo do eixo Z. Portanto, imagine um ponto que seja 0,50" positivo no eixo X a partir do ponto de contato, 0,50" positivo no eixo Y e até 0,70" na direção Z positiva. Agora, visualize uma linha desenhada entre o ponto de contato XYZ e o ponto no espaço criado pelas distâncias IJK... que é o vetor de ferramenta designado pelas ferramentas.
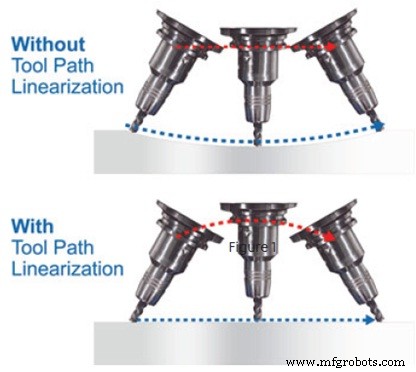
Linearização de Percurso: a capacidade de controlar a dica de ferramenta de forma linear entre dois pontos. Sem o recurso, a programação só tem controle sobre dois pontos em um movimento da ponta da ferramenta – ponto “A” no início do movimento e ponto “B” no ponto final do movimento. Tudo o que acontece entre esses dois pontos é descontrolado, e você pode dizer que a máquina “cegamente” faz o movimento. No entanto, com a linearização do caminho da ferramenta ativada, a máquina coordenará todos os eixos da máquina para garantir que a ponta da ferramenta se mova em um movimento linear – entre os dois pontos – e até aumentará ou diminuirá o eixo Z, se necessário. Nas imagens de exemplo abaixo, você pode ver que, sem a linearização ativa, a dica de ferramenta cortaria a peça drasticamente... mas com a linearização ativada, a ferramenta se move em linha reta entre os pontos inicial e final. Isso não apenas permite mais controle da dica de ferramenta durante a usinagem, mas também pode resultar em programas menores... porque os movimentos não precisam ser divididos em movimentos tão pequenos para compensar a falta de controles de dica de ferramenta adequados.

Máquina cnc
- A História das Furadeiras
- As melhores marcas CNC
- A história do torno mecânico
- Noções básicas de fresadora
- Tendências de fabricação atuais:escolhendo a melhor máquina-ferramenta CNC para o trabalho
- 7 etapas para escolher a máquina-ferramenta CNC certa
- Saiba como impulsionar a saída da sua máquina de 5 eixos
- Quais são as aplicações de uma máquina CNC de 5 eixos?
- As vantagens da usinagem CNC de 5 eixos
- O coração das máquinas-ferramentas:fusos de máquinas-ferramentas.