


G75 Ciclo Fixo Ranhura Exemplo de Programação CNC
G75 é o ciclo de ranhura no eixo x.
Para obter uma descrição completa do ciclo fixo G75 de usinagem de canais, leia este Ciclo de canal G75.
Para o formato de uma linha (formato de um bloco) do Fanuc G75, leia Fanuc G75 Ciclo de ranhura Formato de uma linha.
Você pode encontrar outro exemplo de programação cnc de ciclo de ranhura G75 aqui Exemplo de programa CNC de ciclo de ranhura G75 Fanuc.
Explicação dos parâmetros do ciclo de canal Fanuc G75
N10 G75 R N20 G75 X Z P Q R
G75 Primeiro Bloco de Programação CNC
R =Valor de Devolução
G75 Segundo Bloco de Programação do CNC
X =Profundidade da Ranhura.
Z =Posição da última ranhura no eixo z.
P =Incremento de passo no eixo x
Q =Passo a passo no eixo z- eixo.
R =Valor do alívio no final do corte.
G75 Exemplo de Programação CNC de Ranhura em Ciclo Fixo
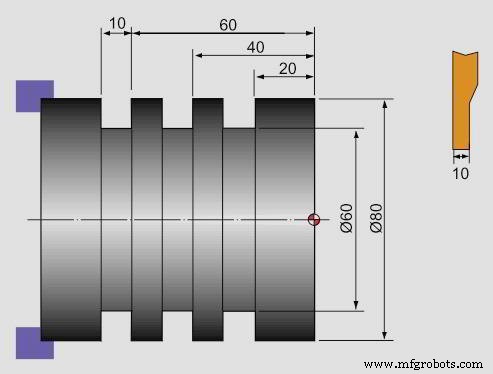
G75 Ciclo fixo Ranhura Exemplo de programação CNC
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
Catálogo Seco Tools pdf Baixe grátis, também conhecido como Seco Machining Navigator Catalogue
Tutorial de interpolação circular CNC G02 G03
Máquina cnc
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Exemplo de programação de torno CNC
- Programação CNC para iniciantes um exemplo de programação CNC
- Ciclo de ranhura CNC Fanuc G75
- Exemplo de programação de torno CNC
- Exemplo de programação de torno CNC Fanuc
- Fanuc G75 Ciclo de ranhura Formato de uma linha
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- Exemplo de Programação CNC Ciclo de Rosqueamento Cônico G92
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC