


Corte de canal de componente com programa de torno CNC de ciclo G75
Enviado por:Vikram
Resumo
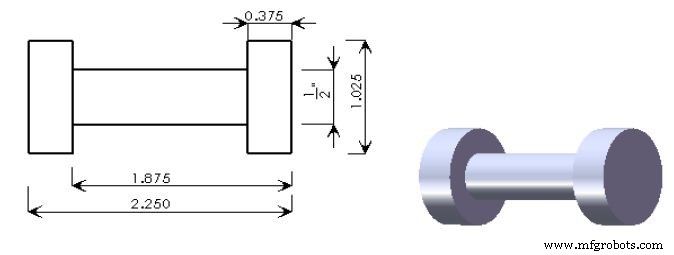
Programa de torno CNC que usina uma ranhura longa no eixo x usando o ciclo de ranhura G75 e então parte a mesma peça usando o ciclo de ranhura G75.
Desenho/Imagem
Programa CNC
G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28 Z0.0; T0200 M06; G57; G00 Z-0.500; X1.300; G01 X 1.025 F1.5 S1000; G75 R0.010; G75X 0.500 Z-1.875 P 0.020 Q0.100 R-0.0001 F1.5; G00 X1.2; Z-2.375; G01 X1.025; G75 R0.010; G75 X 0.0 P0.020 R-0.0001 ; G28 X0.0; G28 Z0.0; M30;
Torneamento de contorno usando ciclo de faceamento G72 Programa de exemplo de torno CNC
Fanuc Torno Custom Macro para Perfuração Peck
Máquina cnc
- Torno com CNC
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Perfuração em Torno CNC Simples com Ciclo de Perfuração Peck Fanuc G74
- Ciclo de ranhura CNC Fanuc G75
- Fanuc G75 Ciclo de ranhura Formato de uma linha
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- G75 Ciclo Fixo Ranhura Exemplo de Programação CNC
- Exemplo de programa de ciclo de furação CNC G81
- Placa de grade de furação com ciclo de furação G81 – Exemplo de programa CNC
- Exemplo de ciclo de rosqueamento G84 Programa CNC