


Ciclo de torneamento G20 – Torno CNC Fanuc 21 TB
O ciclo de torneamento longitudinal G20 para o controle cnc Fanuc 21 TB é um código G modal.
O ciclo de torneamento G20 pode ser usado para torneamento reto e também para torneamento cônico.
O ciclo de torneamento G20 é fácil de programar e aprender.
O ciclo de torneamento G20 é usado para torneamento simples, no entanto, passes múltiplos são possíveis especificando a localização do eixo X de passes adicionais.
O código do programa cnc abaixo também mostra uma funcionalidade muito poderosa do ciclo de torneamento G20, que é que um maquinista cnc pode controlar a profundidade de corte de cada passagem do ciclo de torneamento G20, o que é impossível de alcançar com outro ciclo fixo de torneamento como o ciclo de torneamento bruto G71 .
Formato de ciclo de torneamento G20 para torneamento reto
G20 X… Z… F…
ou
G20 U… W… F…
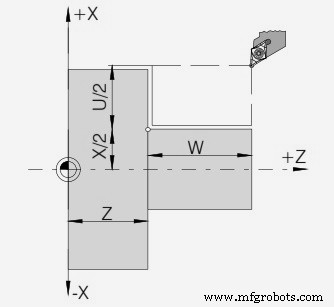
X – Diâmetro a ser cortado (absoluto).
Z – Ponto final no eixo z (absoluto).
F – Avanço.
U – Diâmetro a ser cortado (incremental).
W – Ponto final no eixo z (incremental).
Ciclo de Torneamento G20 – Torno CNC Fanuc 21 TB
Formato de ciclo de torneamento G20 para torneamento cônico
G20 X… Z… R… F…
ou
G20 U… W… R… F…
X – Diâmetro a ser cortado (absoluto).
Z – Ponto final no eixo z (absoluto).
R – Dimensão do cone incremental em X com direção (+/-)
F – Avanço.
U – Diâmetro a ser cortado (incremental).
W – Ponto final no eixo z (incremental).
Como os maquinistas CNC podem usar o valor X ou U para o valor do contorno, da mesma forma que Z ou W podem ser usados ou você pode até misturar valores absolutos (X, Z) e incrementais (U, W).
Ciclo de Torneamento G20 Exemplo de Código de Programa CNC
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Explicação do código do programa CNC
Como você pode ver no código do programa cnc acima,
A ferramenta está no ponto X56 Z2,
O primeiro corte é feito em X51 e a ferramenta se desloca W-20 no eixo Z.
O segundo corte é feito em X46
Terceiro corte é feito em X41
…
Último corte é feito em X30
Função de ciclo de giro G20
Ao estudar o código do programa cnc acima, você notará que,
1 – com G20, valores absolutos (X51.0) e incrementais (W-20.0) são usados para fazer cortes.
2 – Se O código acima também mostra uma funcionalidade muito poderosa do ciclo de torneamento G20, que é que um maquinista CNC pode controlar a profundidade de corte de cada passagem do ciclo de torneamento G20, o que é impossível de alcançar com outro ciclo fixo de torneamento, como o ciclo de torneamento bruto G71.
Assim, você notará que os primeiros cinco cortes têm 5 mm de profundidade, mas o último tem apenas 1 mm de profundidade.
Cancelamento do ciclo de giro G20
O ciclo de torneamento G20 é um código G modal.
Código G “modal” significa que eles permanecem em vigor até que sejam cancelados ou substituídos por um código G contraditório.
Significa que o ciclo de torneamento G20 permanece ativo até outro comando de movimento é dado como G00, G01 etc. Como no exemplo de programa cnc acima, o código G20 G é cancelado com o código G00 G.
Download gratuito de programação e manutenção de manuais CNC da Hurco
Manuais de programação Heidenhain e documentação do operador Download grátis
Máquina cnc
- O centro de torneamento CNC versus o torno CNC
- O que é uma máquina de torno de giro?
- Ciclo de rosqueamento CNC Fanuc G76
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- Ciclo de ranhura CNC Fanuc G75
- Ciclo de repetição do padrão CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de rosqueamento CNC Fanuc G92
- Deslocamento de ferramenta em torno CNC com controle Fanuc
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC