


Torneamento de contorno usando ciclo de torneamento G71 Exemplo de torno CNC
Enviado por:Vikram
Resumo
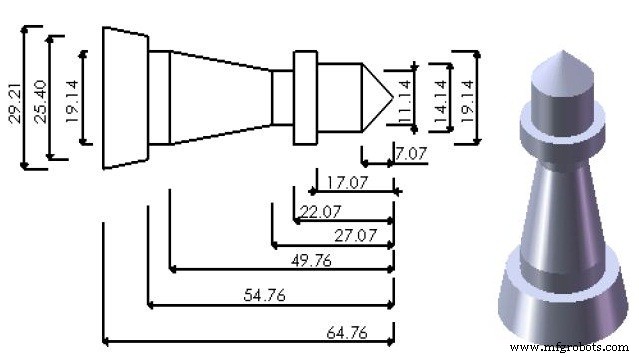
Programa de torno CNC que usina um componente completo, o perfil completo externo é girado usando o ciclo de torneamento G71, o ciclo G71 é usado duas vezes.
Desenho/Imagem
Programa CNC
G90 G21 G18 G55; T0400 M06 S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G71 U0.5R0.2; G71 P2 Q3 ; N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4; N3 X 29.21 Z-64.76; G00 X 30.0; G28 X0.0; G28 Z0.0; T0800 M06; G56; G00 Z-22.07; X30; G01X19.14; G71 U0.5 R0.2; G71 P4 Q5; N4 G01 X11.14; Z-27.07; N5 X19.14 Z-49.76; G00 X30.0; G28 X0.0; G28 Z0.0; M02;
NUM Mill G74 Scaling G77 Exemplo de programa de chamada de sub-rotina
Torneamento de contorno usando ciclo de faceamento G72 Programa de exemplo de torno CNC
Máquina cnc
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- Exemplo de programação de torno CNC
- Exemplo de programação de torno CNC
- Exemplo de programação de torno CNC Fanuc
- Torneamento cônico com ciclo de torneamento modal G90 – código de exemplo CNC
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Programa de exemplo Haas G71
- Ciclo de torneamento G20 – Torno CNC Fanuc 21 TB
- G71 Ciclo de Desbaste Longitudinal Mazak CNC Exemplo de Programação Básica
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC