


Ciclo de furação Sinumerik 840D CYCLE81 Código de exemplo de programação CNC
Código de exemplo de programação CNC que mostra como um operador CNC pode usar o ciclo de centralização de furação Siemens Sinumerik 840D CYCLE81.
O código de exemplo abaixo mostra diferentes métodos de furação com o ciclo de furação CYCLE81.
Breve visão geral do SINUMERIK CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Plano de retorno ou Plano de retração (absoluto)
RFP – Plano de referência (absoluto)
SDIS – Distância de segurança (inserir sem sinal)
DP – Profundidade final de furação (absoluta)
DPR – Profundidade final de furação em relação ao plano de referência (inserir sem sinal)
Para uma explicação detalhada, leia Sinumerik 840D CYCLE81 Programação do ciclo de centralização de furação.
Este código de programação abaixo usa ambos os métodos de especificação da profundidade de perfuração final Absoluta (DP) e Relativa ao plano de referência (DPR).
Ciclo de furação Sinumerik 840D Exemplo de programa CYCLE81
Exemplo de Programação Sinumerik 840D CYCLE81
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
Velocidade, direção e avanço da broca N10, etc.
A ferramenta N20 é levada para o ponto inicial no eixo Z.
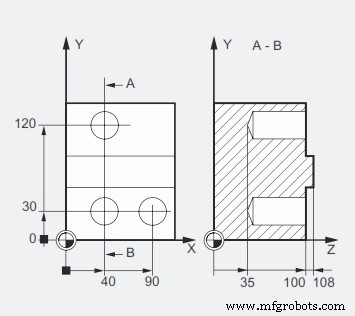
N30 Primeira posição da broca X40 Y120.
A broca N40 atingirá rapidamente a posição RFP + SDIS 100 + 2
e começará a perfurar até atingir DP que é dado 35
e irá retrair para RTP que é 110.
Próxima posição de broca N50 Y30
A broca N60 alcançará rapidamente a posição RFP + SDIS 102 + 0 (como SDIS é omitido).
e começará a perfurar até atingir DP que é 35
e irá retrair para RTP que é 110.
N70 Algumas alterações no avanço.
N80 Posição de perfuração X90
A broca N90 atingirá rapidamente a posição RFP + SDIS 100 + 2
Como a profundidade absoluta de perfuração é omitida
agora o controle cnc calculará profundidade de perfuração final usando Relativo ao valor do ponto de referência (DPR)
Profundidade de perfuração final (DPR) =Posição do plano de referência (RFP) - Posição do ponto de profundidade final 35 (consulte a dimensão na imagem acima)
DPR =100 – 35
DPR =65
Como controlar totalmente o ciclo de rosqueamento G76 Explicação do número de passes e da profundidade de corte
Mori Seiki NTX1000SZM 11Axis – MacKay Manufacturing Inc.
Máquina cnc
- Exemplo de programação de torno CNC
- Programação do SINUMERIK 840D Uso do loop WHILE
- Exemplo de programação CNC Código G G02 Interpolação circular no sentido horário
- Programação CNC Sinumerik 840D
- Torneamento cônico com ciclo de torneamento modal G90 – código de exemplo CNC
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- G75 Ciclo Fixo Ranhura Exemplo de Programação CNC
- Exemplo de Programação CNC Ciclo de Rosqueamento Cônico G92
- Ciclo de rosca G76 um exemplo de programação CNC
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC