


Exemplo de código G02 G de interpolação circular Fanuc
Interpolação Circular de Fanuc
Os comandos Fanuc de Interpolação Circular (Códigos G02, G03 G) são usados para mover uma ferramenta ao longo de um arco circular.
G02 – Interpolação circular no sentido horário.
G03 – Interpolação circular no sentido anti-horário.
Como programar a interpolação circular?
Em tornos CNC com controle Fanuc, a interpolação circular no sentido horário (arco) pode ser programada das seguintes maneiras.
N10 G02 X Z R or N10 G02 X Z I K
Explicação
N10 G02 X Z R
X – Extremidade do arco no eixo X
Z – Extremidade do arco no eixo Z
R – Raio do arco.
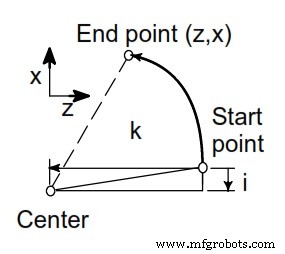
N10 G02 X Z I K
X- Ponto final do arco no eixo X.
Z – Ponto final do arco no eixo Z.
I – Distância do ponto inicial do arco ao ponto central do arco no eixo X.
K – Distância do ponto inicial do arco ao ponto central do arco no eixo Z.
Fanuc Interpolação Circular G02
Exemplo de código G02 G de interpolação circular Fanuc
O seguinte exemplo de programa de interpolação circular Fanuc é programado de várias maneiras diferentes.
Os programadores/maquinistas CNC podem usar o método G02/G03 X Z R ou o método G02/G03 X Z I K se o controle permitir.
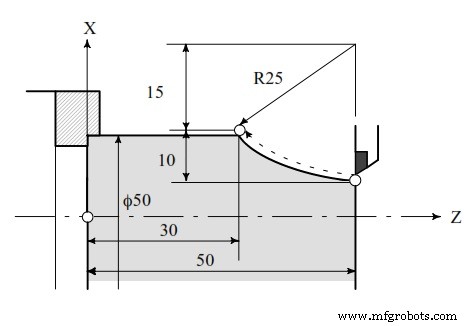
Exemplo de Código G02 G de Interpolação Circular Fanuc
(Programação de diâmetro)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
Máquina cnc
- Exemplo de programa CNC Fanuc
- Código G de rosqueamento CNC Fanuc G33 G32
- Lista de códigos Fanuc G
- Exemplo de programação de torno CNC Fanuc
- Exemplo de programação CNC Código G G02 Interpolação circular no sentido horário
- Exemplo de programa CNC G03 Interpolação circular
- G02 G03 Programa de exemplo de interpolação circular de código G
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Tutorial de interpolação circular CNC G02 G03
- Programação de Fresadora CNC Incremental Absoluto G90 G91 Código de exemplo