


Explicação de interpolação circular da fresadora CNC HAAS com exemplo
Explicação de programação de interpolação circular de fresagem CNC Haas com programas de exemplo cnc, esses exemplos mostram como IJK ou R podem ser fornecidos no programa cnc durante a programação de interpolação circular com códigos G02 G03 G.
Interpolação circular de Haas
Por que usar IJK quando R é mais fácil de programar?
R é mais fácil de definir, embora seja mais fácil cometer um erro e obter um raio incorreto. Se R for usado e você cometer um erro com o ponto inicial ou final, e a máquina ainda puder fazer o raio e o fizer, você terá um raio incorreto.
Se você cometer um erro com o método I, J , K, é mais provável que a máquina pare e emita um alarme antes de executá-la.
Embora usar um R em um G02 ou G03 ainda seja mais fácil e o método preferido para programar manualmente um arco.
O que é R
R é a distância do ponto inicial ao centro do círculo.
O que é IJK
“I” =Distância incremental do ponto inicial ao centro do arco no “eixo X.”
“J” =distância incremental do ponto inicial ao centro do arco no “eixo Y.”
“K” =Distância incremental do ponto inicial ao centro do arco no “eixo Z”.
Quando usar R negativo
Com um R positivo, o controle gerará um caminho circular de 180 graus ou menos, mas para gerar um caminho circular acima de 180 graus, especifique um R negativo. Quando R é usado, um arco completo de 360 graus não é possível. X, Y ou Z são necessários para especificar um ponto final diferente do ponto inicial. Portanto, qualquer coisa abaixo de um arco de 360 graus pode ser executada com um comando R em G02 ou G03.
Como cortar um arco de 360 graus ou um círculo completo
O uso de I, J ou K é a única maneira de cortar um arco completo de 360 graus; neste caso, o ponto inicial é o mesmo que o ponto final e nenhum X, Y ou Z é necessário. Para cortar um círculo completo de 360 graus (360°), você não precisa especificar um ponto final X, Y ou Z; basta programar I, J ou K para definir o centro do círculo.
Exemplo de programa
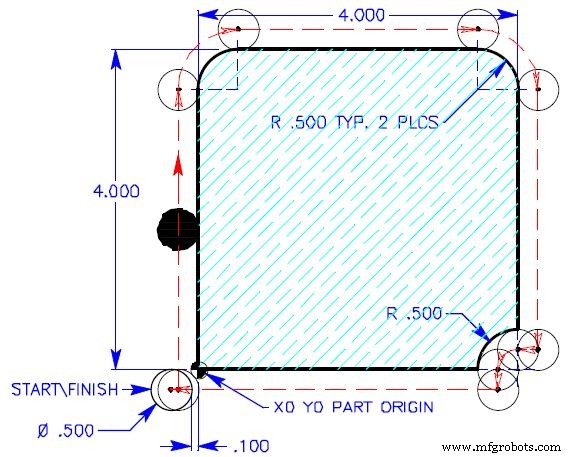
NOTA: O exemplo de movimentos circulares não está usando a compensação do cortador, então os movimentos circulares são definidos a partir do centro do cortador ao redor do arco.
G02 G03 com R
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 R0.75 G01 X3.5 G02 X4.25 Y3.5 R0.75 G01 Y0.25 X4. G03 X3.75 Y0. R0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
G02 G03 com IJK
O0010 (INTERPOLATION EXERCISE) T1 M06 (1/2 DIA. 4FLT. END MILL) G90 G54 G00 X-0.35 Y-0.25 S1450 M03 G43 H01 Z0.1 M08 G01 Z-0.625 F50. X-0.25 F14.5 Y3.5 G02 X0.5 Y4.25 I0.75 J0. G01 X3.5 G02 X4.25 Y3.5 I0. J-0.75 G01 Y0.25 X4. G03 X3.75 Y0. I0. J-0.25 G01 Y-0.25 X-.35 G00 Z1. M09 G28 G91 Z.0 M05 M30
Exemplo de programação de torno CNC Dimensionamento de raio
Exemplo de programa de fresadora CNC NUM com fresamento de cavidade G45 G81 G84 G87
Máquina cnc
- Fresamento - Um Guia Rápido
- Como Usar uma Fresadora CNC?
- Um Guia de Segurança para Fresadora CNC
- Gravação de pistola com uma fresadora CNC - 3 opções de marcação examinadas
- Fresadora CNC vs. Fresadora CNC
- Diferenças de fresagem CNC e fresadora manual
- Torneamento com fresagem CNC, tempo é dinheiro
- Exemplo de programa CNC G03 Interpolação circular
- Chamada de subprograma local CNC M97 Haas com exemplo de programa CNC
- Noções básicas de programação CNC – Tutoriais com exemplo de código de programa