


Exemplo de programa de torneamento interno do Sinumerik CYCLE95
Enviado por:Vikram
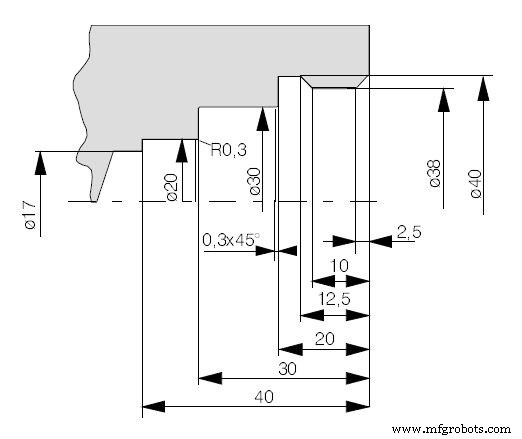
Desenho/Imagem
Programa CNC
G54
G53 G0 X610 Z350
T5 D1 G96 S250 M4 ; boring bar
CYCLE95("CONT3",3,0.05,0.3,0,0.3,0.1,0.12,11,0,0,0)
G0 X200 Z100
M30
Contour subprogram: CONT3
G1 X40 Z0 F0.12
X38 Z-2.5
Z-10
X40 Z-12.5
Z-20
X30 CHR=0.3
Z-30 F0.1
X20 RND=0.3
Z-40
X17
M17
Sinumerik CYCLE95 com contorno no exemplo de programa de chamada
Sinumerik CYCLE95 Programa de faceamento Torno CNC
Máquina cnc
- Exemplo de programa CNC Fanuc
- Fanuc G70 G71 Exemplo de programa de ciclo de torneamento de desbaste e acabamento
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Exemplo de programa L930 Fresagem Bolsão Circular Sinumerik 840C
- Exemplo de programa de ciclo de recesso Sinumerik L93
- Sinumerik L97 Exemplo de Programa de Ciclo de Corte para Rosqueamento Externo
- Exemplo de programa Sinumerik CYCLE81 Ciclo de furação – torneamento CNC
- Sinumerik CYCLE82 Programa de exemplo de ciclo de rebaixamento de furação
- Sinumerik 810 CNC Mill Raio/Chamfer Exemplo de Programa
- Exemplo de programação de fresamento Siemens Sinumerik