


Sinumerik CYCLE95 com contorno no exemplo de programa de chamada
Enviado por:BEATA
Desenho/Imagem
Programa CNC
;Siemens Sinumerik CYCLE95 first parameter NPP
;can be given as a sepatate routine or
;can be defined inside calling program with Labels
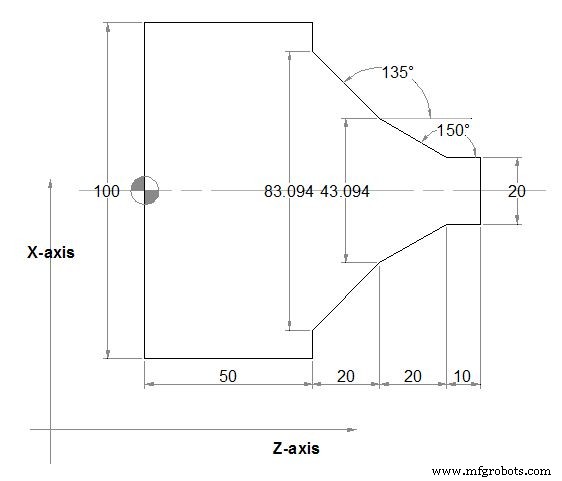
;stock removal contour is defined in the calling program
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02
Siemens Sinumerik ANG=Comando de Ângulo
Exemplo de programa de torneamento interno do Sinumerik CYCLE95
Máquina cnc
- Função calloc() na biblioteca C com o programa EXEMPLO
- Fanuc G20 Medindo em polegadas com exemplo de programa CNC
- Exemplo de programa L930 Fresagem Bolsão Circular Sinumerik 840C
- Exemplo de programa de chanfro e raio com G01
- Perfuração repetida com ciclo de perfuração G81 e programa de exemplo G91
- Chamada de subprograma Haas M98 com código de exemplo básico
- Chamada de subprograma local CNC M97 Haas com exemplo de programa CNC
- Exemplo de programa de ciclo de recesso Sinumerik L93
- Exemplo de programa Sinumerik CYCLE81 Ciclo de furação – torneamento CNC
- Noções básicas de programação CNC – Tutoriais com exemplo de código de programa