


SINUMERIK 810T Exemplo de programa CNC Usinagem de disco Parte II
Enviado por:Programador Sinumerik
Desenho/Imagem
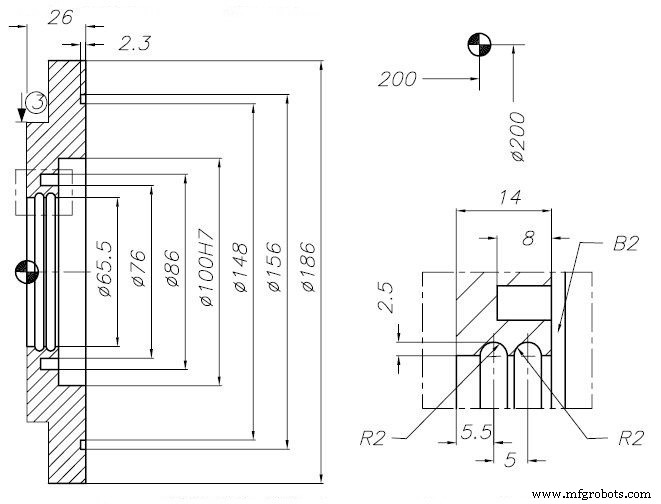
Programa CNC
%MPF127 N0005 G95 G96 S100 M41 M4 N0010 G00 X205 Z28 T5 D5 N0015 G1 X55 F.25 M8 N0020 G00 X205 Z29 N0025 Z26 N0030 G1 X55 N0035 G0 X198 Z27 N0040 G1 Z10 N0045 G00 X200 Z27 N0050 X192 N0055 G1 Z10 N0060 G0 X194 Z27 N0065 X182 N0070 G1 X186 Z25 N0075 Z10 N0080 G00 X188 Z27 N0085 X150 Z150 N0095 X64 Z27 S70 T6 D6 M4 N0100 G1 Z-1 F.2 M8 N0105 G0 X62 Z27 N0110 X69 N0115 G1 Z14.1 N0120 G0 X67 Z27 N0125 X75 N0130 G1 Z14.1 N0135 G0 X73 Z27 N0140 X80 N0145 G1 Z14.1 N0150 G0 X78 Z27 N0155 X85 N0160 G1 Z14.1 N0165 G0 X83 Z27 N0170 X90 N0175 G1 Z14.1 N0180 G0 X88 Z27 N0185 X95 N0190 G1 Z14.1 N0195 G0 X93 Z27 N0200 X104 N0205 G1 X99.4 Z24.7 N0210 Z14 N0215 X67 N0220 X65.5 Z13.2 N0225 Z-1 N0230 G0 X63 Z27 N0235 X150 Z100 N0245 X100 Z27 S70 T8 D8 M4 N0250 G1 Z14 F.15 M8 N0255 G00 X96 Z27 N0260 X150 Z100 N0265 X148 Z27 S40 T10 D10 M4 N0270 G1 Z23.7 F.1 M8 N0275 G4 X1 N0280 G0 Z150 N0285 X76 Z27 S30 T12 D12 M4 N0300 Z15 N0305 G1 Z6 F.1 M8 N0310 G4 X1 N0315 Z150 N0320 X64 Z27 S35 T2 D2 M4 N0325 Z5.5 N0330 G1 X70.5 F.1 M8 N0335 G4 X1 N0340 G0 X64 N0345 Z10.5 N0350 G1 X70.5 N0355 G4 X1 N0360 G0 X64 N0365 Z150 N0370 X99 Z15 T4 D4 M4 N0375 G1 X100.6 Z13.6 F.1 M8 N0380 G4 X1 N0385 G0 X99 Z15 N0390 Z30 N0395 X100 Z150 N0400 T0 D0 M5 N0405 M2
Exemplo de programa Fanuc G15 G16 de comando de coordenadas polares Bolt Circle
SINUMERIK 810T Exemplo de programa CNC Usinagem de disco
Máquina cnc
- Minimizar rebarbas em aplicações de usinagem CNC
- Limitações de tamanho na usinagem CNC
- Exemplo de programa CNC Fanuc
- Exemplo de programa de ciclo de furação CNC G81
- Exemplo de programação de centro de usinagem CNC
- Fresamento de canal um exemplo de programa CNC
- Exemplo de ciclo de rosqueamento G84 Programa CNC
- Exemplo de programa de ciclo de recesso Sinumerik L93
- Exemplo de programa Sinumerik CYCLE81 Ciclo de furação – torneamento CNC
- Sinumerik 810 CNC Mill Raio/Chamfer Exemplo de Programa