


Exemplo de programa de ciclo de furação CNC G81
O ciclo de furação Fanuc G81 é usado para operações de furação simples, então aqui está um exemplo de programa cnc que demonstra como o ciclo de furação G81 pode ser usado.
Programa CNC
Programa de Exemplo de Ciclo de Perfuração Fanuc G81
N1 T1 M06 N2 G90 G54 G00 X.3 Y1.2 N3 S1200 M03 N4 G43 H01 Z1. M08 N5 G81 Z-.6 R.1 F10 N6 X1.2 Y.3 N7 G80 G00 Z1. M09 N8 G28 G91 Z0. M05 N9 M30
Explicação
N1- Mudança de ferramenta para a ferramenta nº 1
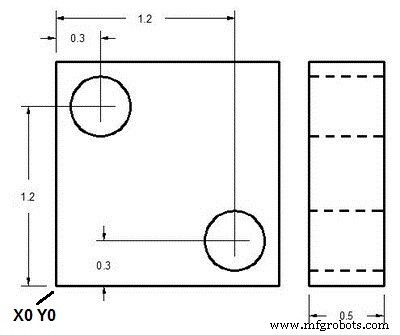
N2- A ferramenta move-se rapidamente para a primeira posição de furação X0.3 Y1.2 enquanto leva em conta Zero-offset-no. 1
N3- A broca começa a girar no sentido horário com 1200 rpm.
N4- A broca leva a profundidade Z1. levando em consideração a compensação do comprimento da ferramenta (G43 H01), a refrigeração é ligada.
N5- São dados os parâmetros do ciclo de furação, profundidade de furação e avanço de corte, com este comando a primeira furação é feita na posição atual (X0.3 Y1.2).
N6- À medida que o ciclo de perfuração continua, ele trabalha com cada movimento do eixo, então a próxima perfuração é feita em X1,2 Y0,3
N7- O ciclo de perfuração é cancelado com o comando G80, o refrigerante é desligado.
N8- Quando a operação deste componente é finalizada, a ferramenta de corte é levada para a posição de referência e a rotação do cortador é interrompida.
N9- Finaliza-se o programa de usinagem CNC.
Códigos G &M
| Código | Descrição |
|---|---|
| P | Ferramenta nº. usado. |
| M06 | Comando de troca de ferramenta. |
| G90 | Programação absoluta |
| G54 | Deslocamento zero nº 1 |
| G00 | Transporte rápido |
| S | Velocidade do cortador |
| M03 | Rotação do cortador no sentido horário |
| G43 | Compensação do comprimento da ferramenta. |
| M08 | Líquido refrigerante ligado. |
| G81 | Ciclo de perfuração Fanuc. |
| F | Alimentação de corte. |
| G80 | Cancelamento de ciclo fixo. |
| M09 | Refrigerante desligado. |
| G28 | Retorne à posição de referência. |
| G91 | Programação incremental. |
| M05 | Parada de rotação do cortador. |
| M30 | Fim do programa de usinagem CNC com retorno ao início do programa. |
Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
Aplicativo Siemens Easy CNC – manuais de treinamento Sinumerik no seu bolso
Máquina cnc
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Ciclo de repetição de padrão CNC Fanuc G73 Exemplo de programa CNC
- Exemplo de programa CNC Fanuc
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Programa de exemplo Haas G71
- Ciclo de rosca G76 um exemplo de programação CNC
- Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Ciclo de faceamento Fanuc G94 Exemplo de programa CNC