


Programa Macro Centroid G65 para slots de profundidade e comprimento variados
Enviado por:programador cnc
Desenho/Imagem
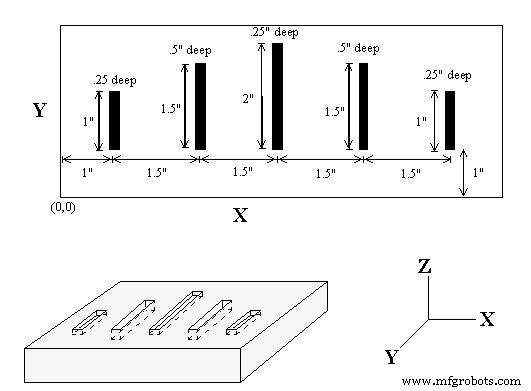
Programa CNC
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
Exemplo de programa conversacional CNC Heidenhain
Exemplo de programa NCT Ciclo de remoção de material G71 Torno CNC
Máquina cnc
- BMW e UTI oferecem programa MSTEP para membros militares em transição
- Como definir o comprimento de fabricação para cabos e chicotes
- O que é velocidade de corte , avanço e profundidade de corte ?
- Máquina CNC à venda:preço e recomendação
- Treinamento de bomba de vácuo da BECKER para você e para mim
- O Melhor Nível de Otimização e Organização na Fábrica Inteligente
- Usinagem de protótipos:prós e contras do CNC para prototipagem
- Processos de acabamento para peças e componentes
- Macro G65 para rebaixamento
- Macro G65 para helicoidal interna