


Fanuc Torno Custom Macro para Perfuração Peck
Macro de Perfuração Fanuc Peck
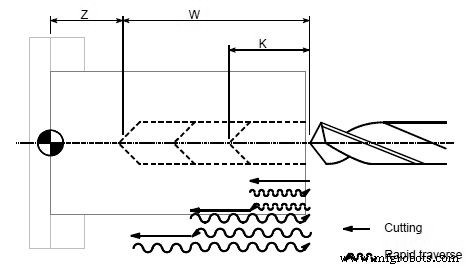
Mova a ferramenta antecipadamente ao longo dos eixos X e Z para a posição onde um ciclo de perfuração começa. Especifique Z ou W para a profundidade de um furo, K para a profundidade de um corte e F para a velocidade de avanço de corte para furar o furo.
Seguir o Custom Macro funciona nos controles Fanuc cnc como FANUC Series 30i/31i/32i-MODEL A
Programação
G65 P9100 Z K F
OU
G65 P9100 W K F
| Parâmetro | Descrição |
|---|---|
| Z | Profundidade do furo (programação absoluta) |
| W | Profundidade do furo (programação incremental) |
| K | Quantidade de corte por ciclo |
| F | Avanço de corte |
Macro personalizado
Programa Principal
G50 X100.0 Z200.0 ; G00 X0 Z102.0 S1000 M03 ; G65 P9100 Z50.0 K20.0 F0.3 ; G00 X100.0 Z200.0 M05 ; M30
Programa de macro
O9100; #1=0; (Clear the data for the depth of the current hole.) #2=0; (Clear the data for the depth of the preceding hole.) IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.) IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.) #23=#5002-#26; (Calculates the depth of a hole.) N1 #1=#1+#6; (Calculates the depth of the current hole.) IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?) #1=#23; (Clamps at the depth of the current hole.) N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.) G01 W- [#1-#2] F#9; (Drills the hole.) G00 W#1; (Moves the tool to the drilling start point.) IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.) #2=#1; (Stores the depth of the current hole.) N9 M99 N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)
Corte de canal de componente com programa de torno CNC de ciclo G75
Exemplo de programação geométrica de alto nível (GTL) Osai
Máquina cnc
- A série de tornos apresenta controles personalizados
- Solução de estabilidade de ferramenta para furação profunda
- Perfuração em Torno CNC Simples com Ciclo de Perfuração Peck Fanuc G74
- Exemplo de programação de torno CNC Fanuc
- Ciclo de rosqueamento G78 – programação de torno Fanuc
- Ciclo de rosqueamento rígido Fanuc G84
- Ciclo de Perfuração Peck G83 com Programa de Amostra de Círculo de Furo de Parafuso G70
- Macro G65 para rebaixamento
- Macro G65 para helicoidal interna
- Faça seu próprio ciclo de perfuração G81 por meio da macro Fanuc e da chamada modal G66