


Selecionando o processo de impressão 3D correto
Introdução
Impressão 3D ou Manufatura Aditiva é um termo abrangente que engloba vários processos. Todo processo de impressão 3D tem seus benefícios e limitações e cada um é mais adequado para determinadas aplicações do que outras.
Neste artigo, fornecemos várias ferramentas fáceis de usar para ajudá-lo a selecionar o processo de impressão 3D certo para suas necessidades. Use os gráficos e tabelas a seguir como referência rápida para identificar o processo que melhor atende aos seus requisitos de projeto.
Abordamos a seleção do processo de três ângulos diferentes:
- O material necessário já é conhecido
- As características da peça final (física ou visual) já estão definidas
- Certos recursos de processo (precisão, tamanho de compilação, etc.) são necessários
Para tornar as informações deste artigo acionáveis para o leitor e sempre relevantes no cenário de impressão 3D em constante evolução, foram introduzidas algumas generalizações de alto nível que serão discutidas em cada seção quando necessário.
Selecionando um processo por material
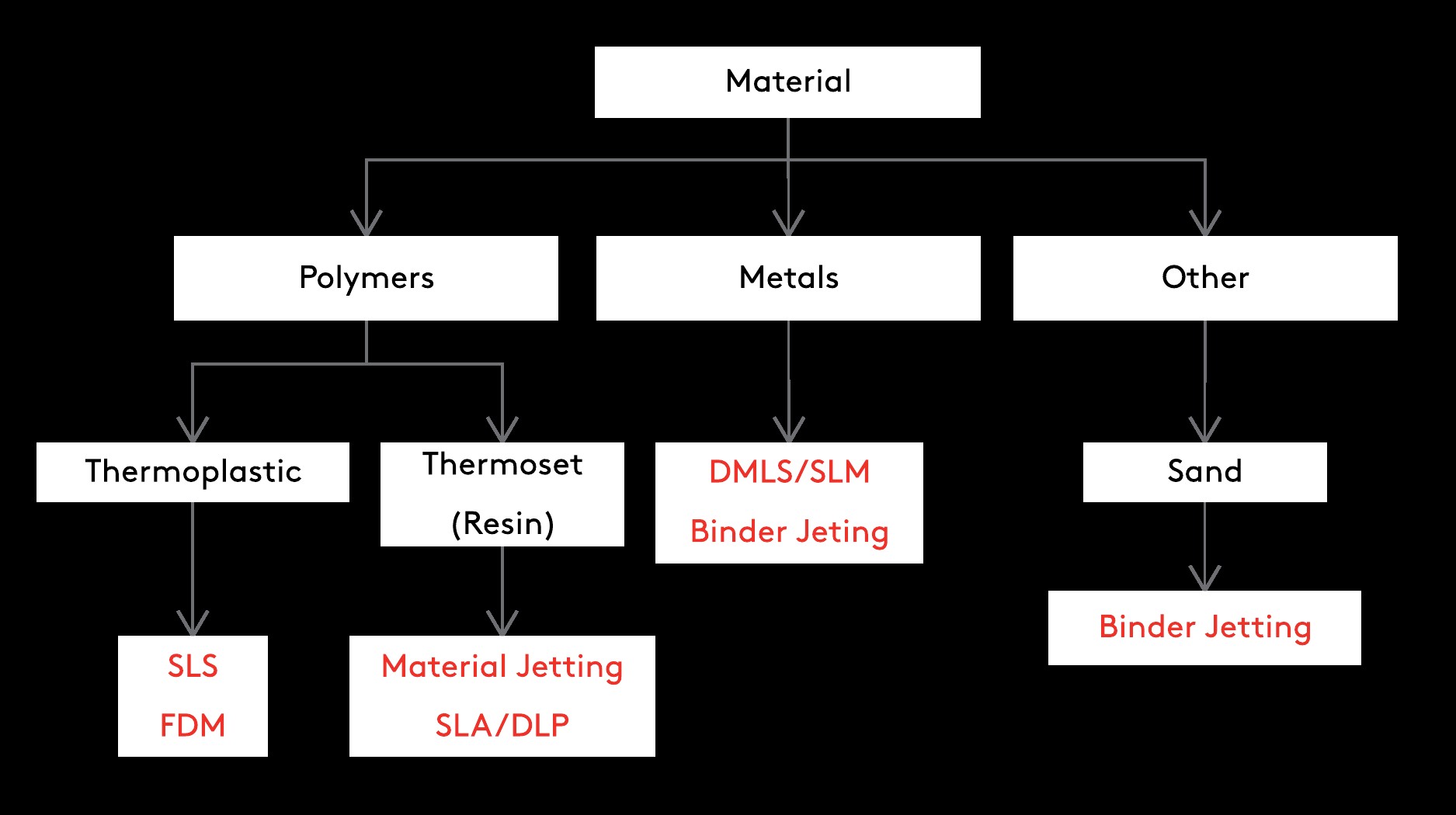
Os materiais de impressão 3D geralmente vêm em forma de filamento, pó ou resina (dependendo dos processos de impressão 3D usados). Polímeros (plásticos) e metais são os dois principais grupos de materiais de impressão 3D, enquanto outros materiais (como cerâmicas ou compósitos) também estão disponíveis. Os polímeros podem ser divididos em termoplásticos e termofixos.
Se o material necessário já for conhecido, selecionar um processo de impressão 3D é relativamente fácil, pois poucas tecnologias produzem peças dos mesmos materiais. Nesses casos, o processo de seleção geralmente se torna uma comparação de custo versus propriedades.
Termoplásticos:
Termoplásticos são mais adequados para aplicações funcionais, incluindo fabricação de peças de uso final e protótipos funcionais.
Possuem boas propriedades mecânicas e alta resistência ao impacto, abrasão e química. Eles também podem ser preenchidos com carbono, vidro ou outros aditivos para melhorar suas propriedades físicas. Termoplásticos de engenharia impressos em 3D (como Nylon, PEI e ASA) são amplamente utilizados para produzir peças de uso final para aplicações industriais.
As peças SLS têm melhores propriedades mecânicas e físicas e maior precisão dimensional, mas o FDM é mais econômico e tem prazos de entrega mais curtos.
| Termoplásticos típicos de impressão 3D | |
|---|---|
| SLS | Nylon (PA), TPU |
| FDM | PLA, ABS, PETG, Nylon, PEI (ULTEM), ASA, TPU |
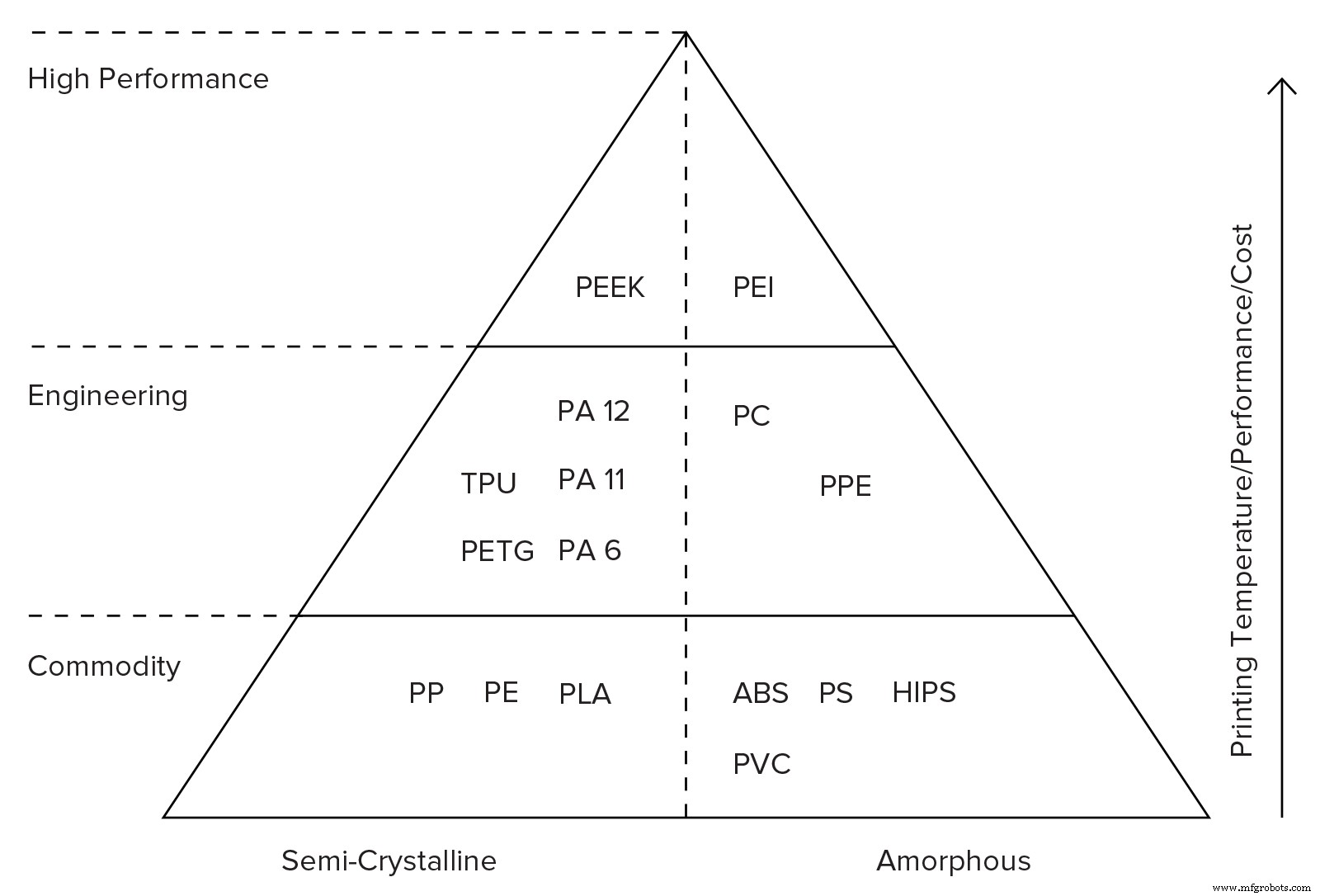
A pirâmide abaixo mostra os materiais termoplásticos mais comuns para impressão 3D. Como regra geral, quanto mais alto um material estiver na pirâmide, melhores serão suas propriedades mecânicas e mais difícil será imprimir (custo mais alto):
Termosfixos (resinas):
Termosfixos (resinas) são mais adequados para aplicações onde a estética é importante, pois podem produzir peças com superfícies lisas do tipo injeção e detalhes finos.
Geralmente, eles têm alta rigidez, mas são mais frágeis que os termoplásticos, portanto, não são adequados para aplicações funcionais. Resinas especiais estão disponíveis, projetadas para aplicações de engenharia (imitando as propriedades de ABS e PP) ou inserções e implantes dentários.
O Material Jetting produz peças com precisão dimensional superior e superfícies geralmente mais lisas, mas a um custo mais alto do que SLA/DLP. Ambos os processos utilizam resinas acrílicas fotocuráveis semelhantes.
| Típicos termofixos de impressão 3D (resinas) | |
|---|---|
| Jato de material | >Resina padrão, ABS digital, Resina durável (tipo PP), Resina transparente, Resina dental |
| SLA/DLP | Resina padrão, resina resistente (tipo ABS), resina durável (tipo PP), resina transparente, resina dental |
Metais:
Metal As peças impressas em 3D possuem excelentes propriedades mecânicas e podem operar em altas temperaturas. Os recursos de forma livre da impressão 3D os tornam ideais para aplicações leves para as indústrias aeroespacial e médica.
As peças DMLS/SLM têm propriedades mecânicas e tolerâncias superiores, mas o Binder Jetting pode ser até 10 vezes mais barato e pode produzir peças muito maiores.
| Metais típicos de impressão 3D | |
|---|---|
| DMLS/SLM | Aço inoxidável, titânio, alumínio |
| Jato de ligante | Aço inoxidável (preenchido com bronze ou sinterizado) |
Outros materiais:
Outros materiais também podem ser impressos em 3D, mas não são tão amplamente utilizados, pois suas aplicações são limitadas. Esses materiais incluem cerâmica e arenito em cores com Binder Jetting.
| Outros materiais de impressão 3D | |
|---|---|
| Jato de pasta | Areia, Cerâmica |
Dica profissional:
Devido à natureza aditiva da tecnologia, as peças impressas em 3D geralmente têm propriedades mecânicas anisotrópicas, o que significa que serão mais fracas na direção z. Para peças funcionais, essa característica deve ser levada em consideração durante o projeto.
Por exemplo, veja como as propriedades do nylon SLS se comparam ao nylon a granel neste artigo.

Selecionando um processo por caso de uso
É importante determinar no início do processo de seleção se a principal consideração do projeto é a função ou aparência visual . Isso ajudará muito na escolha do processo mais adequado.
Como regra geral, as peças de polímero termoplástico são mais adequadas para aplicações funcionais, enquanto os termofixos são mais adequados para a aparência visual.
Funcionalidade:
O fluxograma abaixo pode ajudá-lo a identificar o processo de impressão 3D mais adequado com base em requisitos de design comuns para peças funcionais e protótipos.
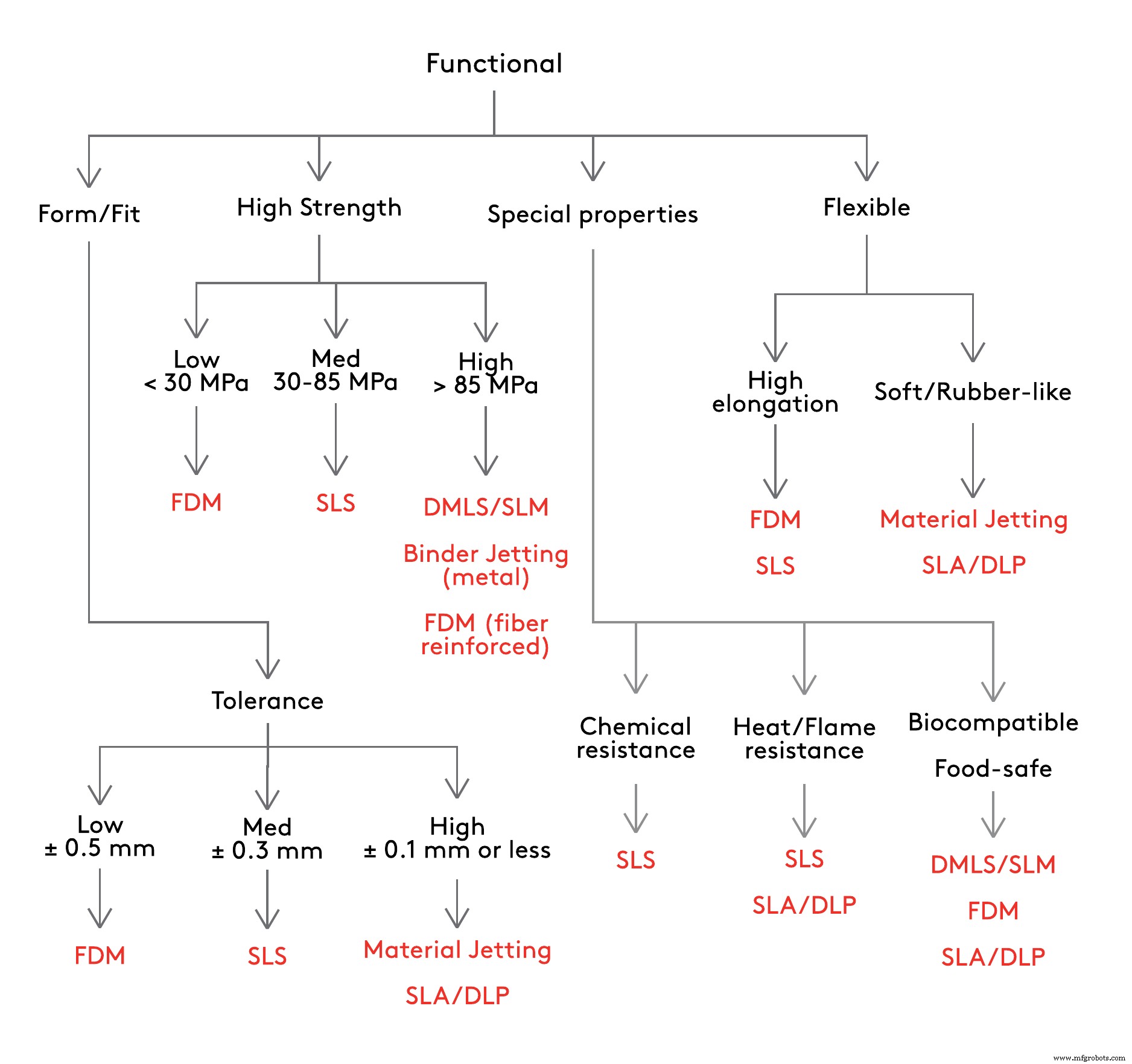
Aqui estão mais alguns detalhes:
- Ao projetar uma peça ou protótipo que irá interferir com outros componentes, é importante definir o nível de tolerância necessário . Como regra geral, selecionar um processo com maior precisão dimensional aumentará o custo. Outra opção é finalizar recursos com dimensões críticas ou pequenos detalhes após a impressão 3D (por exemplo, fazendo furos ou roscas).
- A resistência geral da peça depende de diferentes propriedades mecânicas e físicas. Para simplificar a seleção, a resistência à tração do material pode ser usada como orientação. Quando alta resistência e rigidez são necessárias, impressão 3D de metal ou impressão FDM reforçada com fibras de carbono contínuas são as melhores soluções.
- Os materiais de impressão 3D de engenharia estão disponíveis com propriedades especiais , como resistência ao calor, resistência à chama, resistência química ou que são certificados como biocompatíveis ou seguros para alimentos.
- A flexibilidade pode ser definida como alto alongamento na ruptura, onde termoplásticos como TPU estão disponíveis em SLS e FDM, ou como baixa dureza, onde materiais com sensação de borracha estão disponíveis para SLA/DLP e Material Jetting.

Aparência visual:
Quando a aparência visual é a principal preocupação, a seleção do processo de impressão 3D pode ser simplificada usando o fluxograma abaixo.
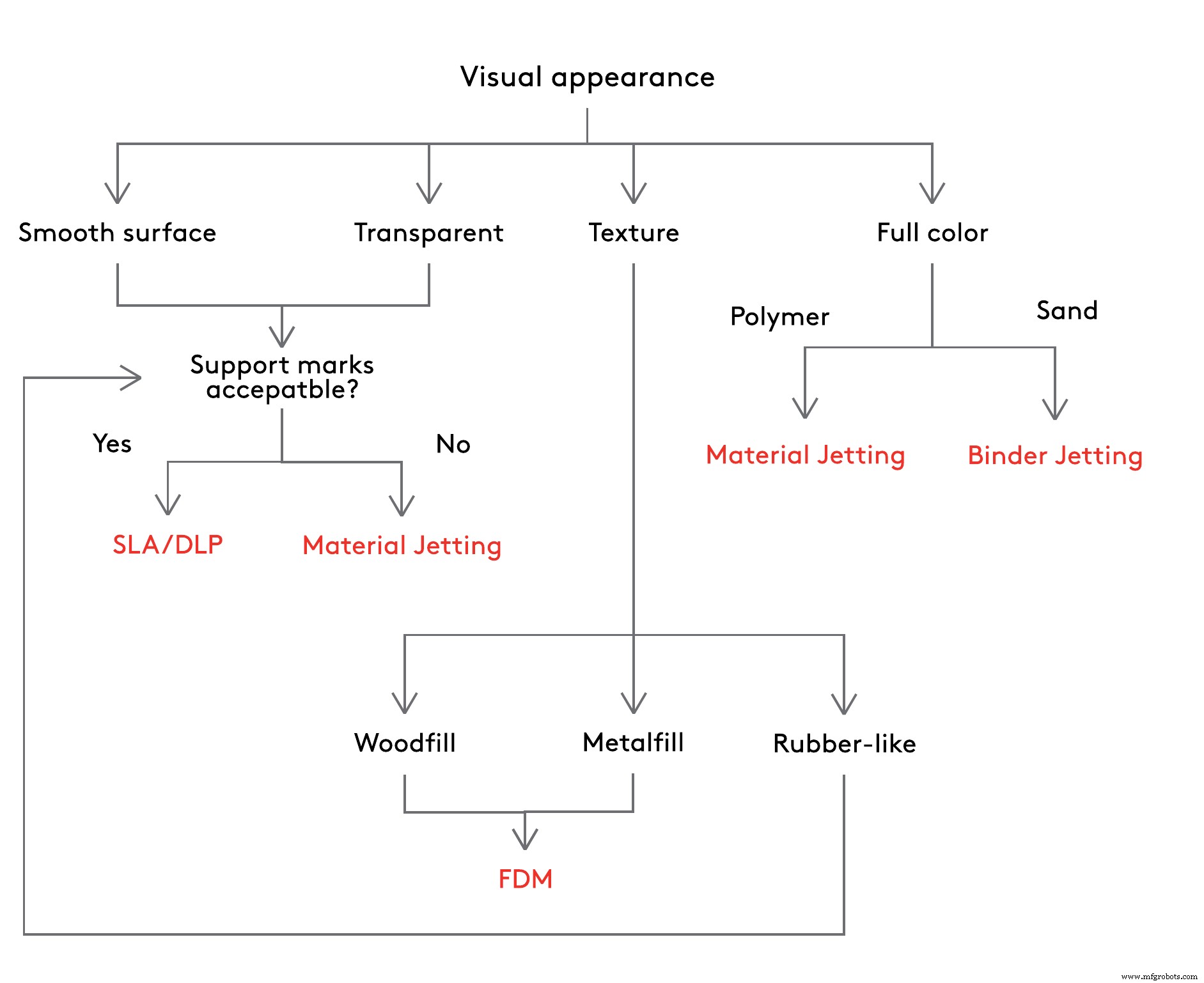
Aqui está mais informação:
- Tanto o SLA/DLP quanto o Material Jetting podem produzir peças com acabamento de superfície suave, semelhante ao molde de injeção. A principal diferença entre os dois processos (além do custo) é que o suporte no Material Jetting é solúvel, enquanto no SLA/DLP ele precisa ser removido manualmente após a impressão, deixando pequenas marcas na superfície que precisam ser pós-processadas ( lixado ou polido).
- Material Jetting produz peças totalmente transparentes, enquanto as peças SLA/DLP são impressas semitransparentes e podem ser pós-processadas para serem quase 100% transparentes.
- Peças com textura especial, como acabamento tipo madeira ou metal, podem ser impressas com filamentos FDM de preenchimento de madeira ou metal. As peças semelhantes a borracha são macias (dureza Shore <70A) e podem dobrar e comprimir, mas a sorte é o desempenho da borracha verdadeira.
- Material Jetting e Binder Jetting são os únicos processos de impressão 3D que atualmente oferecem recursos de impressão em cores. O Material Jetting tem a vantagem, pois oferece materiais com melhores propriedades físicas, bem como recursos multimateriais. Outra opção é preparar e pintar os modelos após a impressão ou usar uma impressora FDM com capacidade de extrusão dupla (somente para duas cores).
Selecionando um processo por recursos de fabricação
Quando o projeto do modelo já está finalizado, os recursos de cada tecnologia de impressão 3D geralmente desempenham o papel principal na seleção do processo.
É importante ter uma visão geral da mecânica fundamental de cada processo para entender completamente seus principais benefícios e limitações. Para isso, consulte os artigos introdutórios dedicados a cada tecnologia no capítulo seguinte da Base de Conhecimento.
Aqui estão algumas regras úteis para ajudá-lo a interpretar os dados:
- Precisão dimensional está ligado ao nível de detalhe que cada processo pode alcançar e à qualidade de construção de cada impressora 3D. Processos que oferecem maior precisão geralmente podem criar peças com recursos mais refinados. As máquinas de nível industrial têm maior precisão e repetibilidade do que as impressoras de mesa.
- O tamanho da compilação determina as dimensões máximas de uma peça que uma impressora pode produzir. Para componentes que excedem o tamanho de construção típico, considere migrar para uma tecnologia alternativa ou dividir a peça em vários componentes que podem ser montados posteriormente.
- A necessidade de estruturas de apoio determina o nível de liberdade de design. Processos que não requerem suporte, como SLS, ou suporte dissolvível, como Material Jetting ou dual-extrusion, têm menos limitações e podem produzir estruturas de forma livre com maior facilidade.
| Precisão dimensional | Tamanho de compilação típico | Suporte | |
|---|---|---|---|
| FDM | ± 0,5% (limite inferior ± 0,5 mm) - desktop ± 0,15% (limite inferior ± 0,2 mm) - industrial | 200 x 200 x 200 mm para impressoras de mesa Até 900 x 600 x 900 mm para impressoras industriais | Nem sempre necessário (dissolvível disponível) |
| SLA/DLP | ± 0,5% (limite inferior:± 0,10 mm) - desktop ± 0,15% (limite inferior ± 0,05 mm) - industrial | 145 x 145 x 175 mm para desktop Até 1500 x 750 x 500 mm para impressoras industriais | Sempre necessário |
| SLS | ± 0,3% (limite inferior:± 0,3 mm) | 300 x 300 x 300 mm (até 750 x 550 x 550 mm) | Não obrigatório |
| Jato de material | ± 0,1% (limite inferior de ± 0,05 mm) | 380 x 250 x 200 mm (até 1000 x 800 x 500 mm) | Sempre necessário (sempre solúvel) |
| Jato de ligante | ± 0,2 mm (± 0,3 mm para impressão em areia) | 400 x 250 x 250 mm (até 1800 x 1000 x 700 mm) | Não obrigatório |
| DMLS/SLM | ± 0,1 mm | 250 x 150 x 150 mm (até 500 x 280 x 360 mm) | Sempre necessário |
Altura da camada
Outro aspecto importante a ser considerado ao escolher uma tecnologia é o impacto da altura da camada.
Devido à natureza aditiva da impressão 3D, a altura da camada determina a suavidade da superfície impressa e do tamanho mínimo do recurso uma impressora pode produzir (na direção z). Usar uma altura de camada menor também torna o efeito de degrau menos proeminente e ajuda a produzir superfícies curvas mais precisas .
| Espessura de camada típica | |
|---|---|
| FDM | 50 - 400 μm (mais comum:200 μm) |
| SLA/DLP | 25 - 100 μm (mais comum:50 μm) |
| SLS | 80 - 120 μm (mais comum:100 μm) |
| Jato de material | 16 - 30 μm (mais comum:16 μm) |
| Jato de ligante | 100 μm |
| DMLS/SLM | 30 - 50 μm |
Regras gerais
- Determine no início do processo de seleção se a funcionalidade ou a aparência visual são a primeira prioridade.
- Quando mais de um processo pode produzir peças no mesmo material, o processo de seleção torna-se uma comparação de custo versus propriedades.
- Para peças de polímero funcionais, prefira termoplásticos (SLS ou FDM) em vez de termofixos.
- Para aparência visual e estética, os termofixos (SLA/DLP ou Material Jetting) são a melhor opção.
- Para peças metálicas, escolha DMLS/SLM para aplicativos de alto desempenho e Binder Jetting para menor custo e tamanho de peça maior.
- Para peças funcionais em metal ou plástico, considere também a usinagem CNC.
impressao 3D
- Seleção do volume correto de embalagem e ferramentas de orientação da peça
- Controle de qualidade em tempo real:qual sistema é o certo para você?
- Impressão 3D ou CNC? Escolha do método de fabricação correto
- Selecionando o sistema de acionamento correto
- Dicas para selecionar o fornecedor de lubrificação certo
- Impressão 3D:Os três maiores equívocos
- Desafios na seleção do fornecedor certo de desenvolvimento de IoT
- Selecionando a geometria correta da ponta do chanfro
- O futuro da impressão 3D na fabricação
- A impressão 3D é o futuro da manufatura?