


O que é impressão 3D SLA?
Nesta introdução à estereolitografia (SLA), abordamos os princípios básicos do processo para determinar se ele é adequado para sua aplicação específica. Depois de ler este artigo, você estará familiarizado com todos os aspectos importantes da impressão 3D SLA.
Se você estiver interessado nos processos de impressão de SLA dos Hubs, confira nossos recursos de SLA.
O que é estereolitografia?
A estereolitografia (SLA) é um processo de manufatura aditiva que pertence à família de fotopolimerização em cuba. Também conhecida como impressão 3D em resina, existem três principais tecnologias de impressão 3D associadas à polimerização em cuba:SLA, DLP e LCD. As três tecnologias usam uma fonte de luz para curar uma resina de fotopolímero, mas com as seguintes diferenças:
-
A estereolitografia (SLA) usa lasers UV como fonte de luz para curar seletivamente uma resina polimérica.
-
O processamento de luz digital (DLP) usa um projetor digital como fonte de luz UV para curar uma camada de resina.
-
O display de cristal líquido (LCD) usa um módulo de display LCD para projetar padrões de luz específicos.
O SLA é uma das tecnologias de fotopolimerização de cuba mais utilizadas. Ele é usado para criar objetos curando seletivamente uma resina de polímero, camada por camada, usando um feixe de laser ultravioleta (UV). Os materiais usados no SLA são polímeros termofixos fotossensíveis que vêm em forma líquida.
Patenteado em 1986, o SLA foi a primeira tecnologia de impressão 3D. E ainda hoje, o SLA ainda é a tecnologia de impressão 3D mais econômica disponível quando são necessárias peças de altíssima precisão ou acabamento de superfície suave. Os melhores resultados são alcançados quando o projetista aproveita os benefícios e limitações do processo de fabricação.
O que observar:como você imprime peças altamente detalhadas com SLA?
Aqui está um pequeno vídeo que ensinará tudo o que você precisa saber para começar a imprimir SLA 3D em cerca de 10 minutos.
Como funciona a impressão 3D SLA?
-
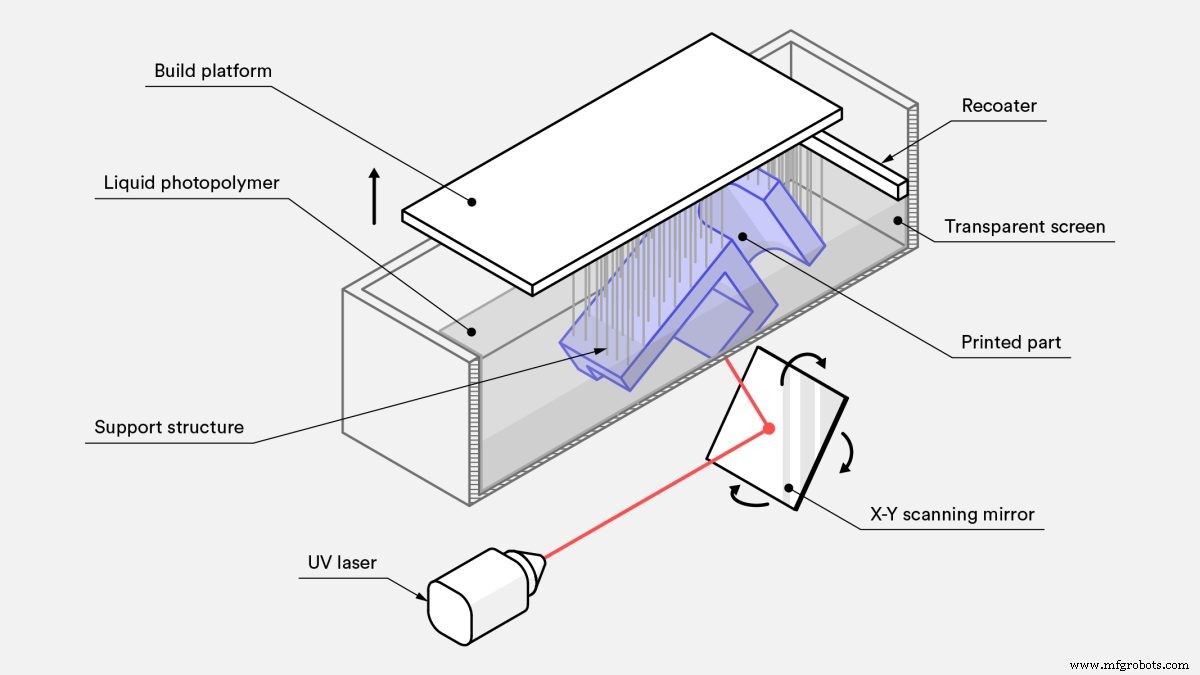
A impressão 3D SLA funciona primeiro posicionando a plataforma de construção no tanque de fotopolímero líquido, a uma distância de uma altura de camada para a superfície do líquido.
-
Um laser UV cria a próxima camada curando e solidificando seletivamente a resina fotopolimérica.
-
Durante a parte de solidificação do processo de fotopolimerização, as cadeias de carbono do monômero que compõem a resina líquida são ativadas pela luz do laser UV e se solidificam, criando fortes ligações inquebráveis entre si.
-
O feixe de laser é focado em um caminho pré-determinado usando um conjunto de espelhos, chamados galvos. Toda a área da seção transversal do modelo é escaneada, de modo que a peça produzida é totalmente sólida.
-
Após a impressão, a peça está em um estado não totalmente curado. Requer pós-processamento adicional sob luz UV se forem necessárias propriedades mecânicas e térmicas muito altas.
O processo de fotopolimerização é irreversível e não há como converter as peças SLA de volta à sua forma líquida. Aquecer essas peças SLA fará com que elas queimem em vez de derreter. Isso ocorre porque os materiais que são produzidos com SLA são feitos de polímeros termofixos, ao contrário dos termoplásticos que a modelagem de deposição fundida (FDM) usa.
Quais são os parâmetros de impressão da impressão de SLA?
A maioria dos parâmetros de impressão em sistemas SLA são fixados pelo fabricante e não podem ser alterados. As únicas entradas são a altura da camada e a orientação da peça (a última determina a localização do suporte).
Altura da camada :Varia entre 25 e 100 mícrons. Alturas de camada mais baixas capturam geometrias curvas com mais precisão, mas aumentam o tempo e o custo de construção — e a probabilidade de uma impressão com falha. Uma altura de camada de 100 mícrons é adequada para a maioria das aplicações comuns.
Tamanho da compilação: Este é outro parâmetro importante para o designer. O tamanho da compilação depende do tipo de máquina SLA. Existem duas configurações principais da máquina SLA:a orientação de cima para baixo e a orientação de baixo para cima:
-
Impressoras de cima para baixo coloque a fonte de laser acima do tanque e a peça é construída voltada para cima. A plataforma de construção começa no topo da cuba de resina e se move para baixo após cada camada.
-
De baixo para cima as impressoras colocam a fonte de luz sob o tanque de resina (veja a figura acima) e a peça é construída de cabeça para baixo. O tanque tem um fundo transparente com um revestimento de silicone que permite a passagem da luz do laser, mas impede que a resina curada grude nele. Após cada camada, a resina curada é destacada do fundo do tanque, à medida que a plataforma de construção se move para cima. Isso é chamado de etapa de peeling.
A orientação de baixo para cima é usada principalmente em impressoras de mesa, como Formlabs, enquanto a orientação de cima para baixo geralmente é usada em sistemas SLA industriais. As impressoras SLA de baixo para cima são mais fáceis de fabricar e operar, mas seu tamanho de construção é limitado. Isso ocorre porque as forças aplicadas à peça durante a etapa de descascamento podem fazer com que a impressão falhe. Por outro lado, as impressoras de cima para baixo podem ser dimensionadas para tamanhos de construção muito grandes sem grande perda de precisão. Os recursos avançados desses sistemas têm um custo mais alto.
A tabela a seguir resume as principais características e diferenças das duas orientações:
| SLA de baixo para cima (computador) | SLA descendente (industrial) | |
|---|---|---|
| Vantagens | + Menor custo + Amplamente disponível | + Tamanho de construção muito grande + Tempos de compilação mais rápidos |
| Desvantagens | - Tamanho de compilação pequeno - Menor gama de materiais - Requer mais pós-processamento devido ao uso extensivo de suporte | - Custo mais alto - Requer operador especializado - A troca de material envolve o esvaziamento de todo o tanque |
| Fabricantes populares de impressoras SLA | Formulários | Sistemas 3D |
| Tamanho da compilação | Até 145 x 145 x 175 mm | Até 1500 x 750 x 500 mm |
| Altura típica da camada | 25 a 100 µm | 25 a 150 µm |
| Precisão dimensional | ± 0,5% (limite inferior:± 0,010–0,250 mm) | ± 0,15% (limite inferior ± 0,010–0,030 mm) |
Quais são as características da impressão 3D SLA?
As principais características da impressão 3D SLA são a estrutura de suporte necessária, ondulação e adesão de camadas.
Estruturas de suporte
Uma estrutura de suporte é sempre necessária no SLA. As estruturas de suporte são impressas no mesmo material da peça e devem ser removidas manualmente após a impressão. A orientação da peça determina a localização e a quantidade de suporte. Recomenda-se que a peça seja orientada de forma que superfícies visualmente críticas não entrem em contato com as estruturas de suporte.
As impressoras SLA de baixo para cima e de cima para baixo usam o suporte de forma diferente:
-
Impressoras de SLA de cima para baixo: Sos requisitos de suporte são semelhantes aos do FDM . Eles são necessários para imprimir saliências e pontes com precisão (o ângulo crítico de saliência geralmente é de 30o). A peça pode ser orientada em qualquer posição, e geralmente são impressas planas, para minimizar a quantidade de suporte e o número total de camadas.
-
Impressoras de SLA de baixo para cima: Os requisitos de suporte podem ser mais complexos. Saliências e pontes ainda devem ser apoiadas, mas minimizar a área da seção transversal de cada camada é o critério mais crucial:as forças aplicadas à peça durante a etapa de descascamento podem fazer com que ela se solte da plataforma de construção. Essas forças são proporcionais à área da seção transversal de cada camada. Por esta razão, as peças são orientadas em ângulo e a redução do suporte não é uma preocupação primária.


Curling
Um dos maiores problemas relacionados à precisão das peças produzidas via SLA é a ondulação. Curling é semelhante a warping em FDM.
Durante o processo de cura, a resina encolhe ligeiramente após a exposição à fonte de luz da impressora. Quando a contração é considerável, grandes tensões internas se desenvolvem entre a nova camada e o material previamente solidificado, o que resulta na ondulação da peça.
O suporte é importante para ajudar a ancorar as seções em risco de uma impressão na placa de construção e reduzir a probabilidade de ondulação. A orientação da peça e a limitação de grandes camadas planas também são importantes. A cura excessiva (por exemplo, expondo a peça à luz direta do sol após a impressão) também pode causar ondulação.
A melhor maneira de evitar a ondulação é mantê-la em mente durante o processo de design. Evite grandes áreas finas e planas sempre que possível, ou adicione uma estrutura para evitar que a peça enrole.
Adesão da camada
As peças impressas SLA têm propriedades mecânicas isotrópicas. Isso ocorre porque uma única passagem do laser UV não é suficiente para curar completamente a resina líquida. Os passes de laser posteriores ajudam as camadas previamente solidificadas a se fundirem em um grau muito alto. De fato, a cura continua mesmo após a conclusão do processo de impressão.
Para obter as melhores propriedades mecânicas, as peças SLA devem ser pós-curadas, colocando-as em uma caixa de cura sob luz UV intensa (e às vezes em temperaturas elevadas). Isso melhora muito a dureza e a resistência à temperatura da peça SLA, mas a torna mais frágil. Os resultados do processo de pós-cura significam:
-
Teste peças de peças impressas em resina transparente padrão usando uma impressora SLA de mesa têm quase o dobro da resistência à tração pós-cura (65 MPa em comparação com 38 MPa).
-
As peças podem operar sob carga em temperaturas mais altas (a uma temperatura máxima de 58ºC em comparação com 42ºC).
-
O alongamento na ruptura é quase a metade (6,2% contra 12%).
Deixar a parte impressa do SLA ao sol também pode causar a cura. Embora o revestimento em spray com uma tinta acrílica UV transparente antes do uso seja altamente recomendado porque a exposição prolongada à luz UV tem um efeito prejudicial nas propriedades físicas e na aparência das peças SLA - elas podem enrolar, tornar-se quebradiças ou mudar de cor.
Resumo das principais características da impressão 3D SLA
As principais características do SLA estão resumidas na tabela abaixo:
| Estereolitografia (SLA) | |
|---|---|
| Materiais | Resinas fotopoliméricas (termofixas) |
| Precisão dimensional | ± 0,5% (limite inferior:±0,10 mm) - desktop ± 0,15% (limite inferior ± 0,01 mm) - industrial |
| Tamanho de compilação típico | Até 145 x 145 x 175 mm – desktop Até 1500 x 750 x 500 mm – industrial |
| Espessura de camada comum | 25–100 µm |
| Suporte | Sempre necessário (essencial para produzir uma peça precisa) |
Quais materiais são usados para impressão de SLA?
Os materiais SLA vêm na forma de resinas líquidas, que podem ser escolhidas com base no uso final da peça - por exemplo, propriedades de resistência térmica, acabamento de superfície lisa ou resistente à abrasão. Como tal, o preço da resina varia muito, de cerca de US$ 50 por litro para o material padrão, até US$ 400 por litro para materiais especiais, como a resina fundível ou dental. Os sistemas industriais oferecem uma gama mais ampla de materiais do que as impressoras SLA de mesa, que dão ao projetista um controle mais próximo sobre as propriedades mecânicas da peça impressa.
Os materiais SLA (termofixos) são mais quebradiços do que os materiais produzidos com FDM ou SLS (termoplásticos) e por esta razão as peças SLA não são normalmente utilizadas para protótipos funcionais que irão suportar cargas significativas. Avanços em materiais podem mudar isso em um futuro próximo.
A tabela a seguir resume as vantagens e desvantagens das resinas mais usadas.
| Material | Características |
|---|---|
| Resina padrão | + Acabamento de superfície liso - Relativamente frágil |
| Resina de alto detalhe | + Maior precisão dimensional - Preço mais alto |
| Resina transparente | + Material transparente - Requer pós-processamento para um acabamento muito claro |
| Resina fundível | + Usado para criar padrões de molde + Baixa porcentagem de cinzas após o esgotamento |
| Resina resistente ou durável | + Propriedades mecânicas do tipo ABS ou PP - Baixa resistência térmica |
| Resina de alta temperatura | + Resistência à temperatura + Usado para moldagem por injeção e ferramentas de termoformagem |
| Resina dentária | + Biocompatível+ Alta resistência à abrasão- Alto custo |
| Resina flexível | + Material semelhante a borracha - Precisão dimensional mais baixa |
Quais são as opções de pós-processamento de SLA?
As peças SLA podem ser acabadas com um padrão muito alto usando vários métodos de pós-processamento, como lixamento e polimento, revestimento por pulverização e acabamento com óleo mineral. Para saber mais, leia nosso extenso artigo sobre pós-processamento de peças SLA.

Quais são as vantagens da impressão 3D SLA?
-
A SLA pode produzir peças com altíssima precisão dimensional e com detalhes intrincados.
-
As peças SLA têm um acabamento superficial muito liso, tornando-as ideais para protótipos visuais.
-
Estão disponíveis materiais SLA especiais, como resinas transparentes, flexíveis e fundíveis.
Quais são as desvantagens da impressão 3D SLA?
-
As peças SLA são geralmente frágeis e não adequadas para protótipos funcionais.
-
As propriedades mecânicas e a aparência visual das peças SLA se degradarão ao longo do tempo quando as peças forem expostas à luz solar.
-
Estruturas de suporte são sempre necessárias e o pós-processamento é necessário para remover as marcas visuais deixadas na peça SLA.
Quais são as principais dicas e truques da Hubs para impressão 3D SLA?
A impressão 3D SLA é a solução de fabricação certa para suas peças ou produtos? Estas são as nossas regras de ouro:
-
A impressão 3D SLA é mais adequada para produzir protótipos visuais com superfícies muito lisas e detalhes muito finos de uma variedade de materiais termofixos.
-
O Desktop SLA é ideal para fabricar pequenas peças moldadas por injeção a um preço acessível. Pense "menor que um punho".
-
As máquinas industriais SLA podem produzir peças muito grandes, tão grandes quanto 1500 x 750 x 500 mm).
Quer saber mais? Leia nosso guia completo para impressão 3D.
O que é Multi Jet Fusion (MJF)? Explicado por Hubs
Quais são os tipos de impressoras 3D e o que elas podem fazer?
impressao 3D
- O que é impressão 3D multimaterial?
- O que é impressão Binder Jet 3D?
- O que causa amarras na impressão 3D?
- O que é Robocasting na impressão 3D?
- O que está tocando na impressão 3D?
- O que é fotopolimerização na impressão 3D?
- O que é um mercado de impressão 3D?
- O que é uma 'estrada' na impressão 3D?
- O que é a indústria gráfica?
- O que é impressão 3D em resina?