


Calibração da impressora 3D. Como calibrar impressoras 3D
Você sabe calibrar com precisão sua impressora 3D para garantir o melhor desempenho e obter o melhor retorno do seu investimento?
A calibração da sua impressora 3D afeta a qualidade da impressão final?
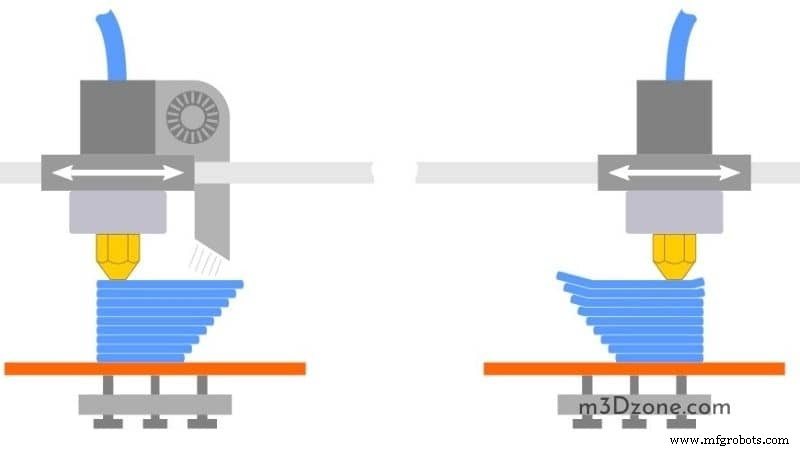
Se o bocal da sua impressora estiver muito perto da mesa de impressão, a primeira camada da sua impressão pode ser esmagada e destruída. Assim, você pode ter que cancelar a impressão.
Por outro lado, se o bocal estiver muito longe da mesa de impressão, a impressão pode não ter adesão e falhará.
Você pode trabalhar em sua primeira camada ajustando o deslocamento Z. O deslocamento Z informa à sua impressora 3D até que ponto você deve mover o eixo Z dos batentes finais Z ou da mesa da impressora.
No entanto, aprender a ajustar todos os motores pode ser um desafio para iniciantes em impressão 3D. Mas depois de calibrar um motor, você terá mais facilidade para calibrar os outros.
O objetivo de uma calibração precisa é garantir que a primeira camada de sua impressão fique colada à mesa de impressão.
Então, como você calibra uma impressora 3D?
O que você precisa para a calibração da impressora 3D?
- Uma impressora 3D com um software
- Filamento
- Fita
- Régua (40cm)
- Paquímetros digitais
- Um bloco de papel e um lápis (verifique na Amazon)
Antes de iniciar a calibração, certifique-se de ter uma mesa de impressão nivelada e uma moldura quadrada para ajudá-lo a obter os resultados esperados. Sem os dois, há chances de a cabeça de impressão derreter na mesa de impressão, levando a resultados desagradáveis.
O que é um cubo de calibração?
Um cubo de calibração refere-se a uma forma geométrica que ajuda você a ajustar as configurações de sua impressora 3D. Você também pode usá-lo para ajustar as configurações de milímetros.
Calibrando os motores de passo
As impressoras 3D vêm com motores de passo que giram usando pequenos passos para mover a extrusora e os eixos a uma determinada distância. Se a rotação for de 100 passos, o motor de passo gira 50 vezes para dar meia volta.

Calibrar os motores em uma impressora 3D envolve determinar a relação entre a distância e os passos. Para obter a melhor calibração da extrusora, você deve garantir que a impressora não esteja extrudando muito filamento.
Assim, você deve enviar alguns comandos de código G para sua impressora 3D.
Você pode usar as seguintes etapas para calibrar seus motores:
1. Prepare seus valores de calibração
Aqui, você compara as configurações da sua impressora 3D com a forma como ela imprime. Você deve fazer alguns cálculos para corrigir quaisquer discrepâncias.
- Primeiro, envie o comando de sua impressora M503 para recuperar suas configurações. Algumas das saídas após inserir o comando incluem Etapas por unidade:M92 X100.00 Y100.00 Z400.00 E140.00.
- Os três primeiros valores do comando correspondem às etapas dos motores de passo para mover um milímetro nas direções X, Y e Z. O último valor na saída representa as etapas que o motor da extrusora leva por milímetro de filamento extrudado. Você pode marcar o último número como A.
- Depois disso, insira seu filamento e coloque uma marca de cerca de 50mm em cima da extrusora. Você pode usar pinças (verifique na Amazon) para obter o valor real e, em seguida, marque o valor como B.
- Em seguida, extrudar cerca de 10 mm de filamento e medir o valor do topo da extrusora até o ponto marcado. Você pode marcar o valor como C. Assim, B-C é a medida real do filamento extrudado.
Sua extrusora está calibrada corretamente se B-C=10. Caso contrário, você precisa atualizar as etapas da extrusora por milímetro. Assim, você pode chegar ao seguinte valor D =10*A / (B – C). O novo valor representa os passos por mm para a extrusora da impressora.
2. Calibre a extrusora
Para começar a calibrar sua extrusora, você precisa informar à sua impressora 3D o novo valor.
O comando informará à impressora o novo valor, mas não o salvará. Você deve usar o comando M500 para salvar o novo número na impressora.
Ao calibrar o eixo, você não deve esperar resultados perfeitos. Você experimentará algumas variações ao confirmar se sua calibração está correta. No entanto, sua impressora está bem calibrada se estiver próximo do valor desejado.
3. Calibre os eixos da impressora 3D
Após calibrar sua extrusora, você deve então calibrar os eixos da impressora 3D. A calibração dos eixos segue o mesmo processo da calibração da extrusora.
No entanto, ao calibrar os eixos, você precisa imprimir algo.
Você deve calibrar a extrusora antes de calibrar os eixos, pois a extrusora pode afetar o tamanho do seu objeto impresso.
Para calibrar os eixos, você pode começar imprimindo um pequeno cubo. Você pode projetar um usando o software CAD de sua escolha.
Quando o cubo pequeno terminar de imprimir, meça as dimensões. Na próxima etapa, repita o cálculo para cada eixo como você fez com a extrusão, ou seja, D =10*A / (B – C). No entanto, certifique-se de substituir as variáveis por novos valores da seguinte forma:
- (B – C) com as novas medidas
- o número 10 com seu valor alvo da nova medida
- o valor obtido na etapa 1 após enviar o comando M503 com o valor M92 para o eixo específico
Por fim, envie os comandos M92 para sua impressora 3D e substitua o E pela letra do eixo específico que você deseja definir.
Será melhor fazer várias medições e ter sua média como você fez com a extrusora.
Você não precisa começar a imprimir vários objetos para medir. Em vez disso, você pode medir diferentes posições do cubo ao longo do mesmo eixo.
4. Medindo o valor do eixo X
Quando você quiser medir o valor do eixo X, você deve começar colocando o eixo X e deixando o eixo Z de lado.
Pegue uma fita, de preferência uma fita menos flexível, e coloque-a na mesa da impressora. A fita deve estar no ponto da impressora 3D que não se move ao mover o eixo X.
Em seguida, diga à impressora 3D para mover seu eixo X. Se você usar uma mesa de impressora de 100x100x100mm, será melhor começar em 70mm. Você pode empurrar o eixo ainda mais, desde que não vá além das capacidades da impressora.
Depois disso, você pode usar seus compassos de calibre para medir a medida real do eixo X. Se a medida for de 70 mm, seu eixo x está devidamente calibrado.
Você pode não obter 70 mm precisamente em sua primeira tentativa, mas deve observar as medidas que tirou.
5. Calibrando o eixo Y
A calibração do eixo Y é semelhante à calibração do eixo X. A única diferença está em onde você cola a fita para medir o movimento do eixo Y.
Primeiro, você deve posicionar seus eixos X, Y e Z. Na próxima etapa, mova o eixo X até que esteja alinhado com a parte mais externa da impressora 3D.
Em seguida, coloque uma fita no eixo Y sobre um ponto marcado no eixo X. Mova seu eixo Y para 70 mm e marque o ponto usando fita adesiva. Você deve então medir a distância real entre dois pontos.
Você pode usar as duas medições e o valor atual de M92 para resolver seu novo valor de m92.
6. Calibrando o eixo Z
Você pode usar uma régua em vez de calibradores digitais para medir o eixo Z.
Primeiro, você deve posicionar os eixos x, y e z. Em seguida, você deve colocar a régua perpendicular à mesa de impressão. Depois disso, mova seu olho para o nível de um ponto específico de sua impressora 3D, como a parte mais alta do braço.
Certifique-se de que seu olho esteja nivelado com o ponto que deseja medir ao fazer as medições. Em seguida, instrua sua impressora a levantar 100 mm e, em seguida, verifique o quanto a impressora se moveu.
Subtrair a segunda medida da primeira ajuda a descobrir se você ultrapassou a sua impressora.
Ajustando as configurações do seu filamento
Cada rolo de filamento vem com suas propriedades. Plásticos de diferentes fabricantes e cores do mesmo material são diferentes.
Para obter a melhor impressão, você deve ajustar as configurações do seu filamento. Você pode obter impressões de alta qualidade usando as configurações recomendadas pelo fabricante do filamento.
Você pode usar as seguintes etapas para ajustar as configurações:
a) Meça o Filamento
O diâmetro de um carretel de filamento pode diferir do informado pelo fabricante em uma pequena porcentagem. Assim, ajudaria se você usasse seus paquímetros para medir o diâmetro real do filamento.
Você deve medir o diâmetro do filamento em alguns lugares junto com o carretel. Faça a média das diferentes medidas e insira o resultado como o diâmetro do seu filamento.
Acertar o diâmetro é essencial, pois garante que a impressora 3D expulse a quantidade certa de filamento.
b) Obtenha a temperatura de impressão correta
Você pode obter a temperatura certa para impressão criando uma torre de calibração de temperatura de impressão.
A torre de temperatura é separada em blocos em várias alturas, onde cada bloco é impresso em diferentes temperaturas. Você pode analisar os blocos após a impressão para determinar a melhor temperatura para imprimir seus materiais.
Observe que imprimir uma torre de temperatura requer algum trabalho. Algumas segmentações podem permitir que você imprima em diferentes temperaturas para várias alturas. Caso contrário, você terá que editar o código G manualmente antes de imprimir.
Você terá que inserir comandos de código G para definir a temperatura da extrusora. Os comandos do código G para definir a temperatura começam com M104.
Como você define a temperatura certa?
- Você deve começar determinando a altura de cada bloco. Você pode marcar o número como H. Assim, os blocos terão alturas 0, H, H1, H2, H3, H4, etc.
- Em seguida, abra seu arquivo de código G. Você deve procurar comandos que instruam sua impressora 3D sobre como se mover. Os comandos começam com G1. O arquivo de código G deve conter um grande número de comandos.
- Em seguida, você deve obter o primeiro comando de código G do G1 de Z[H]. O comando também pode consistir em movimentos X e Y.
- Antes da linha G1, insira a linha M104 S [T]. T representa a temperatura do bloco na altura H
- Repita o processo para cada bloco, usando a temperatura apropriada
- Quando terminar, imprima seu arquivo atualizado.
Ao imprimir uma torre de temperatura, examinar os blocos o ajudará a determinar a temperatura mais adequada para imprimir seu material. Defina a temperatura em seu slicer como a temperatura de impressão.
Conclusão
Além de calibrar as configurações da impressora 3D e do slicer, existem outras configurações que você pode usar para melhorar a qualidade da impressão. Você pode usar os testes de tortura para determinar o que sua impressora faz bem e o que não pode fazer bem.
Aperfeiçoar as estampas vai te ajudar a lidar com diversas áreas como saliências e pontes. Os testes de tortura também ajudam a diagnosticar vários problemas.
impressao 3D
- Ghosting:como isso afeta as impressoras 3D
- O que é uma impressora 3D Multi-Bocal?
- Como as impressoras 3D constroem objetos de metal
- O que é uma impressora 3D de mesa?
- Como as impressoras 3D de mesa estão transformando a impressão 3D
- Como:Mudança de dicas de impressora 3D em seus Stratasys
- Como as impressoras 3D estão revolucionando a odontologia na Índia
- Impressoras 3D industriais:como escolher a sua?
- Quanto tempo dura 1 kg de filamento de impressora 3D?
- Vazamento no bocal da impressora 3D:como consertar!