


Você realmente sabe o que é EDM?
Talvez você esteja exposto ao EDM diariamente na produção, mas você sabe muito sobre EDM?
Em primeiro lugar, você sabe como surgiu a tecnologia EDM? Em 1943, quando Lazarenko e sua esposa, acadêmicos da antiga Academia de Ciências da União Soviética, estudaram o fenômeno e as causas dos danos causados pela corrosão por descarga de faísca em contatos de comutação, eles descobriram que a alta temperatura instantânea da faísca elétrica poderia derreter e vaporizar metais locais. e erodi-los.
As pessoas também usam o Serviço Wire EDM através do método para concluir com eficiência e rapidez o processo de processamento de produtos nas áreas de produtos industriais e fabricação de peças.
Então, qual é o princípio da EDM? Continuemos lendo para entender o princípio da usinagem elétrica e seu processo de mecanismo microscópico.
Que tipo de método de processamento pode ser chamado de EDM?
A EDM é um método de processamento que funde e erode materiais através da alta temperatura (temperatura instantânea de até 10.000°C) gerada no processo microscópico de descarga de pulso.
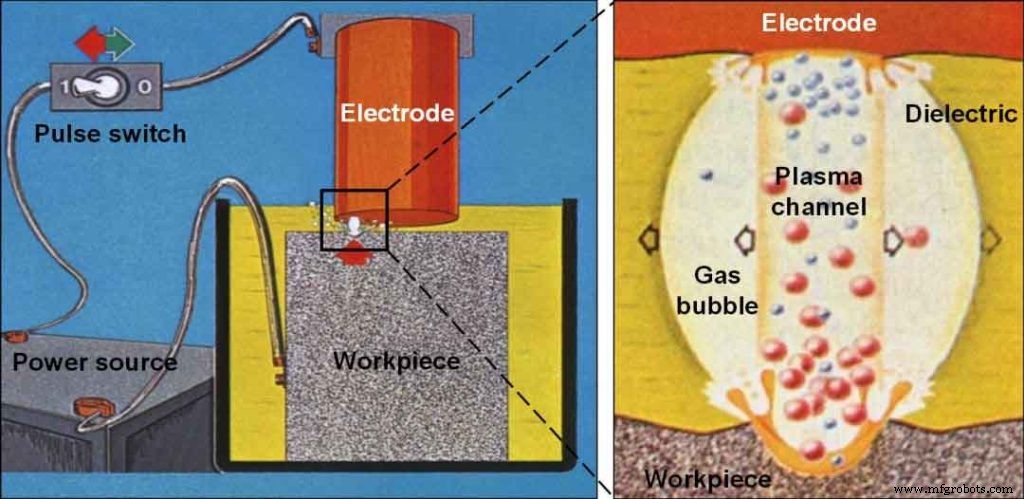
Processo microscópico de uma descarga de pulso
EDM é o processo de remoção contínua de metal por descarga elétrica. Embora o tempo de descarga de um pulso seja curto, é um processo complexo devido à ação combinada do eletromagnetismo, termodinâmica e mecânica dos fluidos. Resumindo, o processo de uma descarga de pulso pode ser dividido nas seguintes etapas:
Ionização, decomposição e formação de canais de descarga de dielétricos interpolares
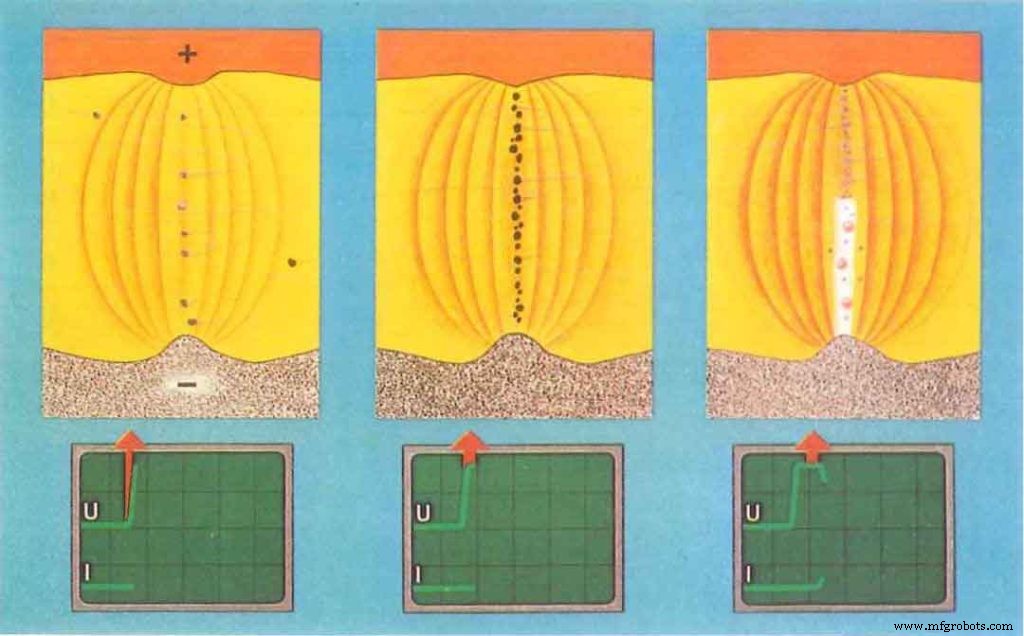
Quando uma tensão pulsada é aplicada entre o eletrodo da ferramenta e a peça de trabalho, um campo elétrico é imediatamente formado entre os dois eletrodos. A intensidade do campo elétrico é proporcional à tensão e inversamente proporcional à distância. Com o aumento da tensão entre os eletrodos ou a diminuição da distância entre os eletrodos, a intensidade do campo elétrico entre os eletrodos também aumentará.
Como a superfície microscópica do eletrodo da ferramenta e da peça de trabalho é irregular, e a distância entre os eletrodos é muito pequena, a força do campo elétrico entre os eletrodos é muito desigual e a força do campo elétrico no ponto saliente ou ponta mais próxima os dois eletrodos é geralmente o maior. Quando a intensidade do campo elétrico aumenta para uma certa quantidade, o dielétrico é quebrado, a resistência do intervalo de descarga diminui rapidamente do estado isolante para uma fração de um ohm, e a corrente do intervalo aumenta rapidamente para um valor máximo.
Devido ao pequeno diâmetro do canal, a densidade de corrente no canal é alta. A tensão do intervalo cai rapidamente da tensão de ruptura para a tensão de sustentação da faísca (geralmente cerca de 20 ~ 30 V), e a corrente aumenta de 0 a uma certa corrente de pico.
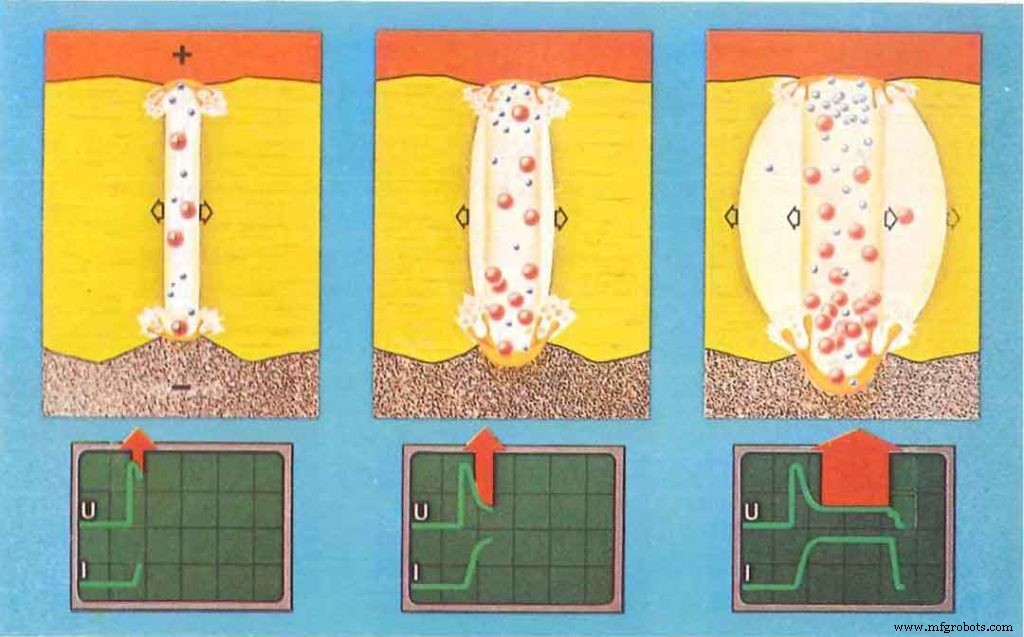
Decomposição térmica do meio, fusão do material do eletrodo, expansão térmica da vaporização
Uma vez que o meio entre eletrodos é ionizado e dividido para formar um canal de descarga, a fonte de alimentação pulsada faz os elétrons entre os canais no EDM correrem para o eletrodo positivo em alta velocidade, e os íons positivos vão para o eletrodo negativo.
A energia elétrica torna-se energia cinética e a energia cinética é convertida em energia térmica por meio de colisão. Portanto, as superfícies dos eletrodos positivo e negativo no canal tornam-se fontes de calor instantâneas, respectivamente, atingindo temperaturas muito altas. A alta temperatura do canal vaporiza o meio fluido de trabalho e, em seguida, o craqueamento térmico o decompõe e vaporiza.
Esses fluidos de trabalho vaporizados e vapores metálicos aumentam repentinamente de volume e se tornam bolhas na abertura de descarga. Essas bolhas se expandem rápida e termicamente e têm características de explosões.
Observando o processo de EDM, pode-se ver que bolhas emergem da abertura de descarga, o fluido de trabalho gradualmente fica preto e um leve e nítido som de explosão é ouvido.
Isso ocorre porque a EDM depende principalmente da expansão térmica e da microexplosão local para derreter e vaporizar o material do eletrodo e corroer a superfície do material, para atingir o objetivo de corte.
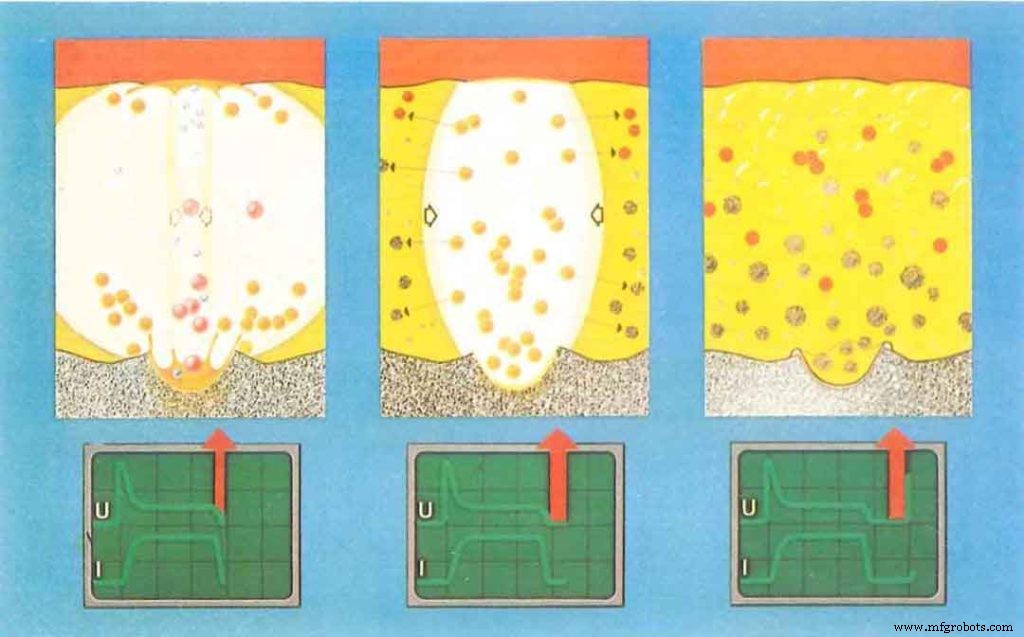
Manuseio de materiais de eletrodo
Durante o processo de trabalho do EDM, a alta temperatura instantânea do ponto de descarga na superfície do canal EDM e os eletrodos positivos e negativos faz com que o líquido de trabalho vaporize e o material metálico derreta e vaporize. Tal expansão térmica irá gerar altas pressões transientes.
A pressão no centro do canal é a mais alta, de modo que o gás vaporizado se expande continuamente para fora, e o líquido de metal fundido e o vapor a alta pressão são empurrados para fora e lançados no fluido de trabalho.
Devido à ação da tensão superficial e coesão, o material lançado tem a menor área de superfície e se condensa em partículas esféricas finas quando condensado.
Quando o metal fundido e vaporizado é jogado para longe da superfície do eletrodo, ele respinga em todos os lugares. Exceto que a maior parte é lançada no fluido de trabalho e encolhe em pequenas partículas, uma pequena parte é respingada, chapeada e adsorvida na superfície do eletrodo oposta.
Este fenômeno de respingo mútuo, chapeamento e adsorção pode ser usado para reduzir ou compensar a perda de eletrodos da ferramenta durante o processamento sob certas condições.
O processo de gravação e lançamento de materiais metálicos é muito mais complicado do que isso.
Ionização do meio interpolar
Com o fim da tensão de pulso, a corrente de pulso também cai rapidamente para zero, mas ainda deve haver um curto tempo após isso para que o meio intersticial se desionize, ou seja, as partículas carregadas no canal de descarga se recombinam em partículas neutras.
Ao recuperar rapidamente a rigidez dielétrica do meio no canal de descarga e reduzir a temperatura da superfície do eletrodo e outras medidas, a descarga do arco causada pela descarga repetida no mesmo local da próxima vez é evitada.
Pode-se observar que, para garantir que o processo de EDM seja realizado normalmente, geralmente deve haver tempo de intervalo de pulso suficiente entre duas descargas de pulso.
Além disso, os pontos de ruptura e descarga devem ter espaço para dispersão e transferência, caso contrário, descarga apenas próximo a um ponto, e é fácil formar um arco.
Qual é a diferença entre furação, alargamento e mandrilamento na usinagem CNC?
Tecnologia de fortalecimento de superfície de moldes de plástico
Tecnologia industrial
- O que é corte por usinagem por descarga elétrica (EDM)?
- O que você precisa saber sobre a certificação CMMC
- Você sabe quanto vale a sua empresa?
- O que você deve saber sobre o teste de óleo de transformador
- O que é Usinagem por Descarga Elétrica (EDM)?
- O que você precisa saber sobre montagem de PCB
- O que é conformidade com TAA? 5 coisas que você deve saber
- Motores CA e CC:o que você precisa saber
- O que você precisa saber sobre perfuração EDM
- O que é Knurling? Aqui está o que você deve saber