


Mantendo a estabilidade dimensional na usinagem de alumínio
Postado em 23 de outubro de 2020, | Por WayKen Rapid Manufacturing
Manter o controle dimensional preciso para peças onde a precisão é um requisito essencial é sempre uma questão de interesse para os prestadores de serviços de usinagem de metais. Isso levou a várias atividades de pesquisa sobre o tema da estabilidade dimensional. Os estudos incluem vários fenômenos como limites elásticos, micro-deformação, micro-fluência, os mecanismos que os causam e uma variedade de métodos propostos para ajudar a melhorar o controle dimensional. Por estabilidade dimensional de um material, estamos nos referindo à sua capacidade de manter sua forma original, tamanho e permanecer dentro de suas tolerâncias dimensionais previstas por um período especificado sob um conjunto de condições ambientais.
Neste artigo, discutiremos a instabilidade dimensional em um dos metais mais usados, o alumínio, e apresentaremos formas de neutralizar os dilemas encontrados na usinagem do alumínio.
Oferecemos suporte à mais recente usinagem de alumínio CNC e fresamento processos, se você tiver algum problema com usinagem de alumínio, gostaríamos de ajudá-lo.
Por que discutir usinagem de alumínio?
Como o metal mais abundante na crosta terrestre, ou seja, com 8,1%, o alumínio é amplamente utilizado em quase todas as indústrias, incluindo aviação, automotiva e construção. A natureza única das ligas de alumínio e as diversas propriedades que elas oferecem para várias aplicações o tornam um metal verdadeiramente fenomenal. No entanto, suas diversas aplicações têm um custo, ou seja, a usinagem de ligas de alumínio requer várias considerações de usinagem para cuidar, ao contrário do aço.
O principal dilema são os valores consideravelmente mais altos dos coeficientes de expansão térmica das ligas de alumínio quando comparados a outros metais comumente usados. Vamos dar uma olhada nos valores comparativos dos coeficientes de expansão térmica na tabela abaixo.
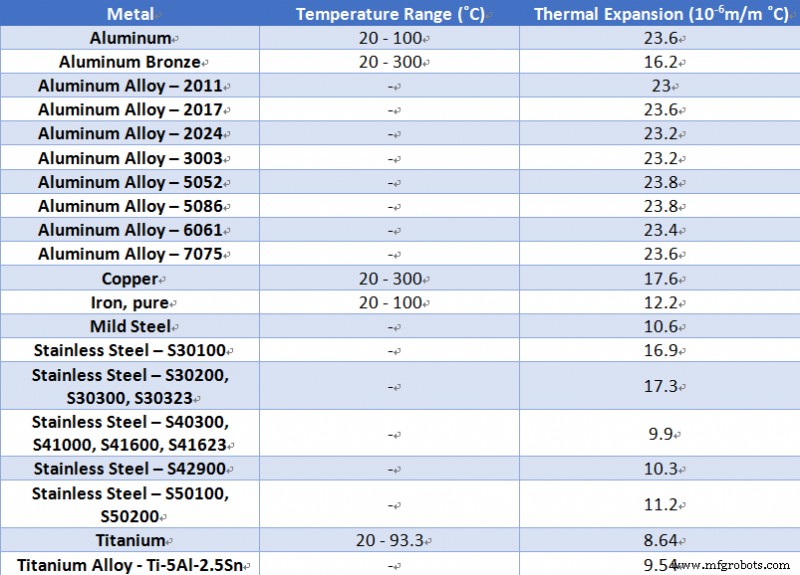
Em virtude desta tabela, podemos notar claramente os valores relativamente mais altos dos coeficientes de expansão térmica para o alumínio e suas ligas. Portanto, discutiremos as considerações vitais envolvidas na usinagem de alumínio à medida que o artigo avança.
Dilemas enfrentados na usinagem de alumínio
A usinagem de ligas de alumínio enfrenta grandes deformações em várias operações de usinagem, incluindo usinagem de paredes finas e forjamento. Antes de prosseguirmos, é necessário entender a diferença entre mudanças dimensionais recuperáveis, deformação plástica (microdeformação) e instabilidade dimensional.
- As alterações dimensionais recuperáveis são independentes do tempo e são previsíveis por natureza. Inclui deformação elástica, expansão térmica e deformação magneto-estrictiva.
- A deformação plástica refere-se a deformações plásticas irrecuperáveis que são dependentes do tempo e são resultado de tensões aplicadas.
- Instabilidade dimensional refere-se a mudanças nas dimensões resultantes de tensões internas. Refere-se a instabilidades metalúrgicas e. mudanças de fase, precipitação. Essa forma de instabilidade ocorre na ausência de forças externas.
Dois mecanismos principais ou primários levam a instabilidades dimensionais em metais. A primeira é a instabilidade metalúrgica e a segunda é o relaxamento das tensões residuais. Vamos discutir várias razões para a deformação de peças de alumínio. Essas razões incluem aspectos materiais, a forma das peças, as condições durante a produção e o desempenho do fluido refrigerante.
- Deformações causadas por tensões internas em um blank
- Deformações causadas por forças de corte
- Deformações devido à dissipação de calor nas operações de corte
- Deformações devido a forças de fixação durante as operações de usinagem
Portanto, é extremamente crítico controlar essas deformações para garantir a usinagem de ligas de alumínio de alta qualidade. Portanto, classificaremos e discutiremos várias medidas na seção seguinte.
Etapas para reduzir as deformações de usinagem de alumínio

Com ampla experiência na indústria de usinagem, vamos guiá-lo através das principais etapas para reduzir as deformações de usinagem especificamente para ligas de alumínio. As etapas incluem aspectos tecnológicos, escolha do equipamento da máquina CNC, configuração dos parâmetros apropriados da máquina, seleção de ferramentas, métodos de fixação e habilidades necessárias do operador.
Redução de tensões internas na peça metálica
Como discutido anteriormente, a instabilidade dimensional depende principalmente de tensões internas e nenhuma força externa está envolvida. Para eliminar tensões internas, os métodos mais comuns utilizados para ligas de alumínio são o tratamento por vibração e o envelhecimento natural ou artificial da peça de trabalho. De acordo com o ASM Handbook, três métodos podem ser usados para aliviar o estresse.
A primeira envolve deformar plasticamente o material de maneira controlada, usando uma carga de compressão ou tração. Este método é aplicável apenas para forjados de matriz aberta. O segundo método envolve tratamentos térmicos como tratamento abaixo de zero ou estabilização a frio durante o qual o material é exposto a temperaturas cíclicas entre -73 a 100 graus Celsius. Isso ajuda a reduzir as tensões internas em até 25%. O último método recomendado é usar têmpera em subida, onde o blank é resfriado a -273 graus Celsius e então aquecido rapidamente por uma corrente de vapor quente.
Melhoria na capacidade de corte da ferramenta
A escolha adequada dos parâmetros de ferramenta afeta diretamente a qualidade da força de corte e a quantidade de dissipação de calor. Portanto, vamos dar uma olhada nos parâmetros geométricos importantes primeiro, seguidos pela escolha da estrutura de ferramenta apropriada.
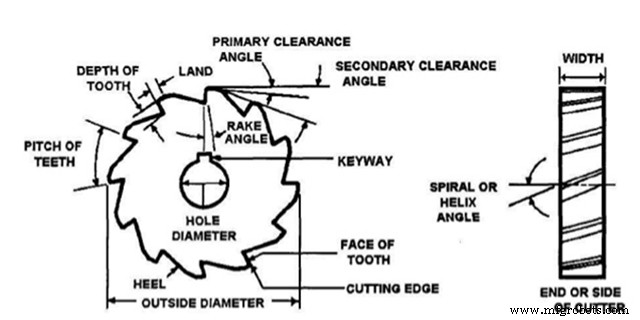
Parâmetros geométricos
- As ferramentas para usinagem de ligas de alumínio devem ser retificadas adequadamente. Isso permite mais ângulos de inclinação para trás e laterais. Ângulos de inclinação maiores devem ser usados para ferramentas destinadas a retoques finais. Além disso, ângulos de saída maiores também são benéficos para usinagem de ligas de alumínio que são mais macias porque ângulos de saída maiores significam arestas de corte mais agudas do ferramental. Ângulos de saída menores são benéficos para cortes de desbaste ou corte profundo e altas taxas de avanço. Os ângulos de inclinação variam de 0 a 40 graus e nunca devem ser negativos.
- A quantidade de ângulo traseiro deve sempre ser grande, pois afeta diretamente o desgaste da superfície da faca traseira, bem como a qualidade do acabamento da superfície. O ângulo de retorno depende da quantidade de taxa de avanço e profundidade de corte. Se houver necessidade de desbaste e altas taxas de avanço, o ângulo de retorno deve ser menor. No entanto, em operações de usinagem de alumínio CNC de precisão, há a necessidade de reduzir as deformações elásticas e garantir menos atrito entre a fresa e as superfícies da peça para produzir um alto acabamento superficial. Para isso, a magnitude do ângulo traseiro deve ser sempre a maior possível.
- É necessário entender a importância do ângulo de incidência para o bom funcionamento da ferramenta. No caso de um ângulo de incidência muito pequeno, o calcanhar (lateral) da ferramenta poderá roçar na peça de trabalho e, consequentemente, dissipar o calor. Por outro lado, um grande ângulo de folga fará com que a ferramenta penetre muito fundo na peça de trabalho e cause trepidação. Portanto, a escolha do ângulo de incidência precisa ser ideal. Na maioria das aplicações, os ângulos entre 6 e 10 graus são ideais.
- Por último, mas não menos importante em parâmetros geométricos, vem o ângulo espiral. Para garantir uma fresagem suave e reduzir a força de fresagem necessária para uma aplicação, o ângulo espiral deve ser o maior possível.
Melhoria nos métodos de fixação da peça
Existem duas maneiras para uma melhor fixação de peças de alumínio. No caso de peças cilíndricas de paredes finas, a fixação com mandril autocentrante de três garras causa deformações. Portanto, o método de compressão da face final é útil neste caso. A face final é comprimida com uma placa de cobertura e apertada com uma porca. Isso permite uma precisão de usinagem satisfatória.
O segundo método é aplicável para peças de chapas de paredes finas. Envolve o uso de ventosas para obter uma distribuição uniforme da força de fixação junto com a placa fina. Um método adicional é usar um meio líquido para evitar deformações por aperto. Por exemplo, uréia fundida com 3 a 6% de nitrato de potássio pode ser derramada na peça de trabalho. Álcool ou água podem enxaguar a parte final para garantir que o meio líquido seja lavado completamente.
Estrutura da ferramenta
- A redução no número de dentes da fresa é importante para a usinagem de alumínio. Isso se deve ao alto grau de plasticidade do alumínio que consequentemente significa maior deformação durante as operações de usinagem. Os cavacos de alumínio possuem um elemento de pegajosidade fazendo com que interfiram na produção de peças finas com tolerâncias desejadas. O aumento do espaçamento entre as arestas de corte permite a passagem de cavacos maiores.
- É vital manter a rugosidade da aresta de corte inferior a 0,4 µm e processar a aresta de corte com operações de retificação adequadas. Isso eliminará todas as rebarbas desnecessárias, o que reduzirá a dissipação de calor e as deformações de corte.
- A substituição ou reforma da ferramenta deve ser feita de acordo com os padrões. Portanto, quando o valor da rugosidade da superfície exceder 0,2 mm e quando os valores da temperatura de corte excederem 100 graus Celsius, a ferramenta deve ser substituída ou reabastecida.
Dicas para o operador de usinagem
A importância do conjunto de habilidades de um operador de usinagem não pode ser negligenciada. É por isso que os prestadores de serviços de usinagem de alumínio CNC credíveis podem fazer uma enorme diferença, apesar de usar as mesmas ferramentas e parâmetros da peça de trabalho. Vamos dar uma olhada no que um operador precisa considerar durante a usinagem CNC de ligas de alumínio:
- Um operador habilidoso deve ter amplo conhecimento sobre o cálculo de taxas e velocidades de alimentação. A faixa de taxas e velocidades de alimentação é muito mais estreita para ligas de alumínio do que para outros materiais. O corte de alumínio requer altas velocidades do fuso, mas as taxas de avanço são subjetivas aos requisitos. Taxas de fuso mais rápidas permitem bits de diâmetro menor. Portanto, um operador habilidoso deve ter experiência no uso de fórmulas apropriadas para taxas de avanço e velocidades do fuso sob medida para usinagem de alumínio.
- A usinagem do alumínio requer uma abordagem lenta e constante. A tentação de programar a máquina CNC com cortes mais profundos por passagem para aumentar a produtividade pode ir contra no caso do alumínio. A remoção de lascas de alumínio pegajosas torna-se uma tarefa assustadora e também significa um acabamento superficial ruim devido a rebarbas. Um bom operador de usinagem CNC sempre se moverá pacientemente para um melhor resultado. Ele/ela realizará cálculos adequados para profundidades de corte ideais por passagem.
- É necessária atenção especial ao uso de refrigerante por parte do operador. Além disso, o pré-processamento e o pós-processamento das peças são necessários e o operador deve ter paciência e cuidado para apontar pequenas falhas nas peças acabadas para manter a credibilidade de um bom prestador de serviços de usinagem.
Conclusão
Esperamos que este guia abrangente e conciso sobre usinagem de alumínio ajude seu conhecimento técnico para que, na próxima vez que você usinar qualquer peça de alumínio, possa discutir tecnicamente cada aspecto com seu provedor de serviços de usinagem de maneira muito eficaz.
Como transformar um bloco de alumínio ponderado em uma peça de habitação de telefone móvel da moda?
Como aumentar a velocidade de usinagem de titânio
Máquina cnc
- Atacando o alumínio:um guia de usinagem
- Diferentes métodos de fabricação de peças de alumínio
- O que é usinagem de alumínio? - Ferramentas e operações
- Melhorando a usinabilidade do alumínio
- Encontrando alumínio para usinagem CNC
- Usinagem de placas de alumínio:suportes, vedações e peitoris
- As propriedades de usinagem dos graus de alumínio 6061
- Usinagem de latão x alumínio:a vantagem da tradição
- Alumínio para Usinagem CNC:Conheça os Benefícios, Desvantagens e Ligas
- Prototipagem