


Seleção de insertos de ferramenta de usinagem apropriados para peças de alumínio CNC
O alumínio está abundantemente disponível e adequado para uso em diversos setores. O metal não ferroso, de fácil manuseio, possui características estruturais e químicas desejáveis que o tornam um material de escolha para diversas aplicações. Por ser um material leve e menos denso, usinar peças de alumínio pode ser uma tarefa desafiadora.
Pelo contrário, essas características tornam o alumínio um material perfeito para prototipagem rápida e produção em massa usando máquinas CNC. A usinabilidade de diferentes graus de peças de alumínio (fundidas ou forjadas) depende da eficiência das máquinas CNC e das ferramentas que as acompanham. Com altas taxas de usinabilidade, as equipes de produção conseguem compensar os custos por meio de estratégias estruturadas de produção em massa.
A produtividade máxima das peças de alumínio CNC pode ser alcançada otimizando o software adotado para máquinas CNC específicas, automatizando a indexação de ferramentas e dimensionando corretamente os fusos CNC. O meio mais simples para as equipes de produção melhorarem a qualidade das peças de alumínio CNC é a seleção de ferramentas de usinagem corretas e/ou pastilhas de ferramentas.
Como você seleciona uma pastilha de usinagem para peças de alumínio CNC?
As inserções referem-se às arestas de corte removíveis que são aparafusadas no corpo da ferramenta de corte a ser fixada em um poste de máquina-ferramenta CNC. Os insertos podem ser fixados na ferramenta com parafusos ou adesivos adequados. Eles são comumente usados em usinagem para prototipagem rápida e produção em massa de peças de alumínio CNC. As pastilhas são mais adequadas para usinar diâmetros maiores de peças de alumínio, podem lidar com taxas de avanço maiores e podem lidar com cortes mais profundos.

Inserir geometrias
O objetivo final da usinagem é produzir peças ideais que atendam ao projeto ou aos requisitos específicos do cliente. As especificações podem ser na forma de espessura da peça, capacidade de carga e tamanhos. As máquinas CNC são capazes de lidar com diversos tamanhos e formas de peças de alumínio por meio do sequenciamento e manipulação de ferramentas eficazes. O aumento da produção requer o uso de ferramentas de corte intercambiáveis. Tais ferramentas permitem que os operadores alterem os insertos da ferramenta quando necessário, permitindo operações de usinagem múltiplas e automatizadas nas peças de alumínio. As pastilhas de ferramentas CNC vêm com várias arestas de corte que podem ser usadas para realizar operações de pós-tratamento, como polimento e retificação em peças de alumínio. O desempenho de uma pastilha de ferramenta em um ambiente de usinagem para peças de alumínio CNC depende do formato da pastilha, ângulo de alívio e ângulo de saída.
Inserir forma
As ferramentas para peças de alumínio CNC possuem geometrias específicas que afetam a qualidade do produto final. As pastilhas estão disponíveis em diferentes formatos que se encaixam em porta-ferramentas CNC específicos. Os insertos de ferramentas para alumínio estão disponíveis em formatos como diamante, redondo, triangular e quadrado. A melhor qualidade da peça pode ser alcançada adotando-se uma pastilha com ângulo agudo. Por exemplo, um 30 o -35 o inserto de ferramenta será preferível para usinagem de superfície de alta velocidade de uma peça de alumínio forjado. O uso de uma pastilha em forma de diamante para operação de torneamento em alumínio forjado resultará em um acabamento superficial de alta qualidade.
Por outro lado, a usinagem CNC de peças de alumínio fundido exigirá que os operadores adotem pastilhas redondas para melhor qualidade. O alumínio fundido é mais áspero por fora; a adoção de ferramentas afiadas para sua usinagem resulta em acabamento superficial ruim. Os formatos das pastilhas da ferramenta afetarão os parâmetros do CNC, como taxas de avanço, profundidade de corte e folgas da ferramenta. Formas mais nítidas exigirão taxas de avanço menores e folgas maiores da ferramenta.
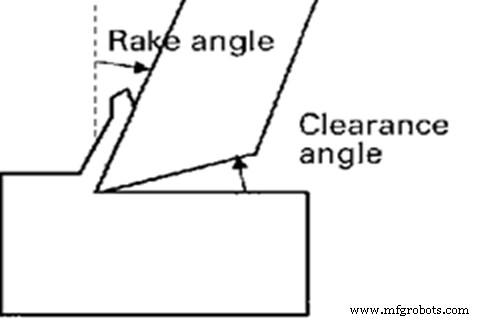
Ângulo de inclinação e ângulo de aproximação
Ângulo de saída é o ângulo entre a ponta da ferramenta de corte em relação à peça de trabalho fixada em uma máquina CNC. O ângulo pode ser positivo ou negativo dependendo da posição do inserto da ferramenta. Ao usinar peças de alumínio, um ângulo de saída positivo é recomendado. Como o alumínio é um material macio, a resistência ao corte deve ser minimizada em todos os ciclos de produção.
Os cavacos se acumulam ao redor da ferramenta enquanto a usinagem de uma peça de alumínio impede igualmente a qualidade do produto final. Um ângulo de inclinação positivo garantirá que o descarte de cavacos seja eficaz. Um ângulo de saída positivo contribui para o controle da temperatura reduzindo a temperatura de corte. Este fator proporciona um amplo ambiente de usinagem para as peças de alumínio, além de melhorar a vida útil do inserto da ferramenta.
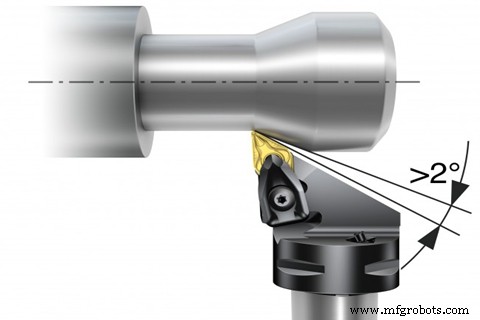
As operações de fresamento não dependem do ângulo de saída. Ao realizar o fresamento em peças de alumínio CNC, o ângulo de aproximação define a relação entre a peça e a posição da ferramenta no poste da ferramenta CNC. Devido à usinabilidade do alumínio, um 90 o ângulo de aproximação é adotado. O ângulo de aproximação permite que o operador execute vários procedimentos de fresamento na peça de alumínio, incluindo fresamento de faceamento, fresamento de rasgos e fresamento de ressalto.
Ângulo de alívio
Este é outro parâmetro que define a relação entre uma ferramenta e uma peça fixada em uma máquina CNC. A relação é definida com o inserto da ferramenta como ponto de referência. Como o ângulo de inclinação, o ângulo de alívio é positivo ou negativo.
Ao realizar a usinagem de peças de alumínio CNC, seja para prototipagem rápida ou produção em massa, é aconselhável adotar um ângulo de alívio positivo. O uso de insertos de ferramenta intercambiáveis permite que os operadores alterem os ângulos de alívio. Ângulos de alívio entre 20 o e 30 o proporcionam melhores acabamentos superficiais de peças de alumínio.
Quebra-cavacos de alumínio
A usinagem em alta velocidade de peças de alumínio pode ser impedida pelo acúmulo de cavacos de alumínio. Muitas vezes, os cavacos são de natureza pegajosa e podem representar um desafio ao gerenciar o espaço de usinagem na superfície do CNC. O projeto dos quebra-cavacos a serem usados na máquina CNC depende muito dos ângulos de saída e alívio.
Ao realizar a produção em massa de peças de alumínio CNC, recomenda-se um quebra-cavacos afiado e mais largo. Um quebra-cavacos mais largo permite a remoção de vários tamanhos de cavacos. Traços de cavacos em operações de usinagem de alta velocidade em peças de alumínio afetam a qualidade geral do produto. Operações como mandrilamento e furação requerem uma expulsão quase perfeita dos cavacos da aresta da ferramenta de corte e da superfície usinada.
Um grande acúmulo de cavacos de alumínio na superfície da peça não resulta apenas em um acabamento superficial ruim, mas também resulta em uma vida útil mais curta das ferramentas CNC.
Problemas técnicos associados a pastilhas para usinagem de peças de alumínio CNC
O problema mais evidente com pastilhas de ferramentas usadas para usinagem de alumínio CNC foi identificado como sendo a aresta postiça. Isso ocorre quando o metal que está sendo usinado se acumula em direção à face de saída/corte do inserto da ferramenta. O acúmulo enfraquece a aresta de corte da ferramenta, resulta em acabamento superficial ruim e reduz significativamente a vida útil da ferramenta de corte. O problema pode ser remediado usando ferramentas mais afiadas, aplicando velocidades de operação CNC apropriadas e usando refrigerante adequado nas superfícies que estão sendo usinadas.
A remoção de cavacos tende a ser mais lenta ao usar ferramentas arredondadas para usinagem de alta velocidade de peças de alumínio CNC. O problema pode ser corrigido usando um quebra-cavacos eficaz que tenha superfícies de coleta com folgas suficientes.
Qual refrigerante CNC você deve escolher ao fresar alumínio?
Quanto você sabe sobre o gabinete de alumínio CNC?
Máquina cnc
- Deflexão da ferramenta em usinagem CNC
- Guia de seleção de materiais para usinagem CNC
- Tipos de acabamentos de superfície para usinagem CNC
- Como projetar peças para usinagem CNC
- Como escolher uma oficina de usinagem CNC confiável para peças CNC
- Peças personalizadas de usinagem CNC
- Usinagem CNC de peças grandes
- Como fazer peças de usinagem CNC com tolerâncias apertadas
- Dicas para usinagem CNC de titânio:aeroespacial e muito mais
- Encontrando alumínio para usinagem CNC