


Sobre extrusão (enrolamento) nos cantos:como corrigi-lo facilmente!
Tanto os entusiastas da impressão 3D novatos quanto os experientes precisam lidar com problemas de impressão regularmente para finalmente obter impressões gratificantes e de boa aparência. A principal diferença entre os dois tipos de usuários é que os mais experientes normalmente podem examinar uma impressão e solucionar problemas rapidamente e determinar o que deu errado e o que deve ser alterado para resolvê-lo. Como descobriremos neste artigo, conhecer a causa raiz de um problema é o passo mais difícil e importante.
Vamos direto ao assunto e descubra como podemos resolver a extrusão (curling) nos cantos!
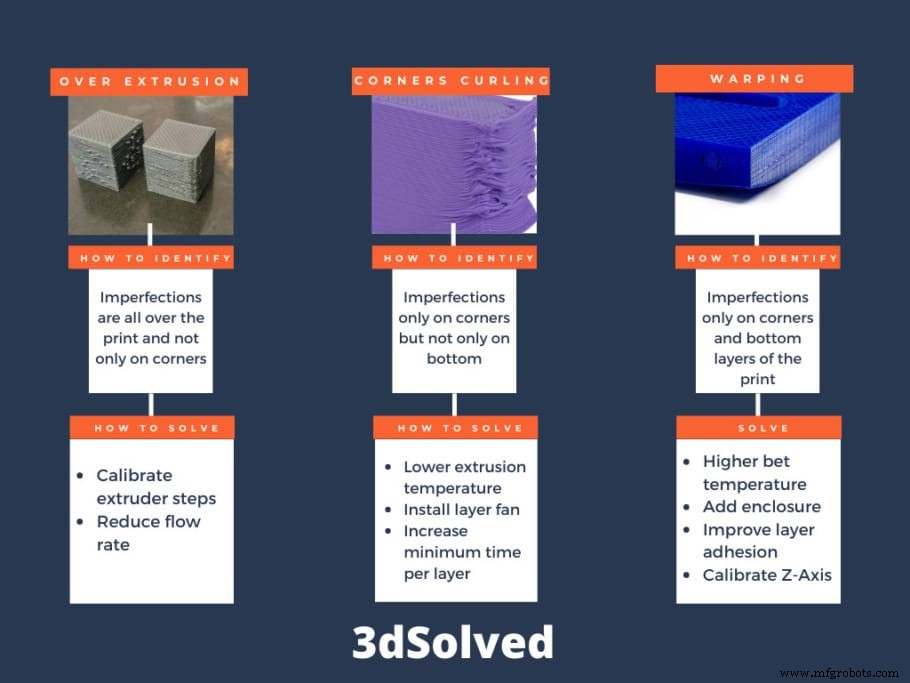
Para corrigir sobre extrusão ou ondulação nos cantos, recomenda-se diminuir a temperatura de extrusão, ligar o ventilador de camada em sua capacidade máxima e aumentar o tempo mínimo de tempo por camada para cerca de 15 segundos, reduzindo assim a velocidade de movimento em camadas menores. Ondular nos cantos é comumente confundido com extrusão excessiva, mas, em contraste com esse problema, o problema ocorre apenas nos cantos do objeto e não em toda a casca externa.
Diferenciando ambos os problemas, é possível isolar o problema e determinar que a causa da ondulação nos cantos não é causada por excesso de extrusão, mas por resfriamento lento do termoplástico depositado.
Devido à natureza desse problema, é muito fácil determinar erroneamente a causa do problema. É por isso que tentarei ajudá-lo a diferenciar o enrolamento nos cantos do geral sobre a extrusão, e também do empenamento nas primeiras camadas. Vamos começar!
Enrolando apenas nos cantos versus sobre extrusão em todos os lugares
O problema de ondulação nos cantos é frequentemente associado à extrusão excessiva, embora essa nem sempre seja a causa. Muitas pessoas tentam corrigir isso modificando os parâmetros de fluxo, fazendo com que a impressora expulse menos material, mas embora isso às vezes possa ajudar, não elimina totalmente a ondulação.
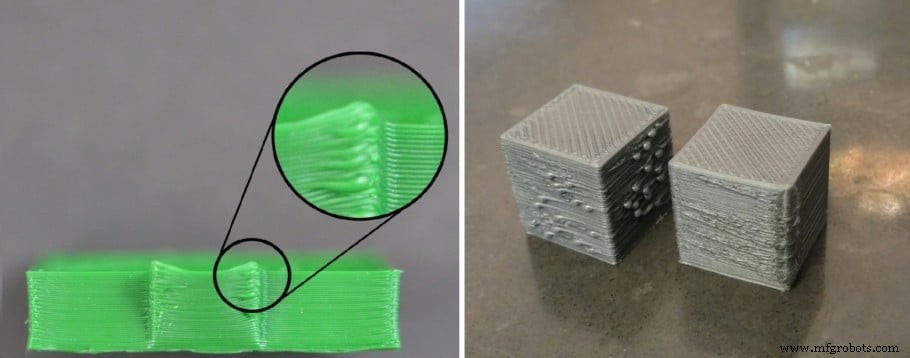
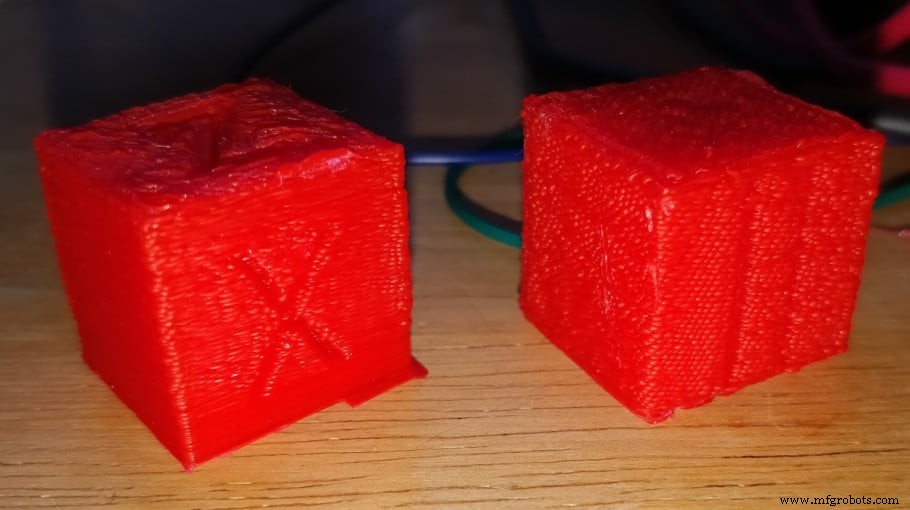
Uma forma de diferenciar em quais casos a ondulação é produzida por sobreextrusão é verificar o tamanho e a forma das paredes verticais do objeto. Quando a extrusora fornece mais material do que o necessário, esse defeito pode ser observado em toda a peça, não apenas nos cantos.
Agora que sabemos como diferenciar os dois problemas, vamos nos concentrar no curling. A maior diferença é que a superextrusão ocorre em toda a peça, enquanto a ondulação ocorre em áreas onde o objeto necessita de maior oferta de material, como um canto vivo.
A ondulação consiste em um levantamento da última camada impressa, que ocorre em determinadas áreas pontiagudas. Isso acontece porque o material se contrai quando esfria, e as áreas onde há mais material arrastam os cantos para dentro, fazendo com que eles subam.
O problema aumenta gradativamente a cada camada quando a extrusora passa novamente pela área elevada, pois o contato do hotend com o canto dobrado produz deformações indesejáveis nos perímetros da peça.
Pior de tudo, se o plástico enrolasse e esfriasse antes da próxima camada, o bico poderia atingir aquele canto e desgrudar toda a peça. Além disso, o motor de passo pode perder etapas e deslocar as próximas camadas da impressão. Não há como corrigir esse problema, pois as impressoras 3D não possuem um sistema de controle de circuito fechado.
Encurvamento em curvas vs deformação
É fácil confundir curling com warping e, embora tenham pontos em comum, suas causas e formas de resolvê-los são diferentes.
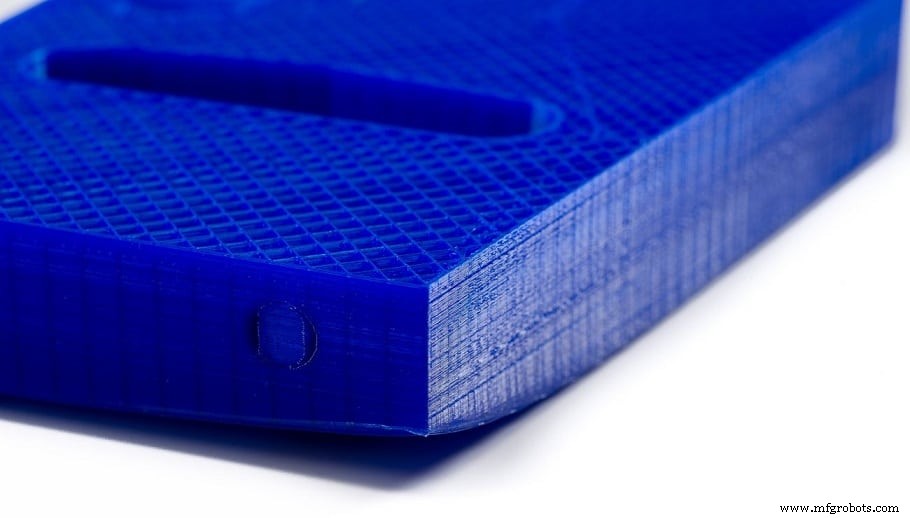
O empenamento ocorre apenas na base da peça, pois é um problema de adesão ao leito aquecido. É semelhante ao curling porque ambos acontecem nos cantos, e quanto mais nítidos eles forem, mais perceptível será esse defeito.
As chances de a peça sair da cama são muito maiores quando ocorre o empenamento e começa a levantar um dos cantos do objeto. A solução para a deformação é bastante simples:aumente a temperatura da cama aquecida ou coloque sua impressora 3D. As correntes de ar frio também são muito prejudiciais e levam a problemas de deformação.
A ondulação, por outro lado, também ocorre nas camadas superiores, de modo que a temperatura do leito aquecido tem pouca ou nenhuma influência nesse problema. Para corrigi-lo, você terá que considerar outras coisas, como diminuir a temperatura do bico, instalar um ventilador de camada ou reduzir a velocidade de impressão.
Como corrigir curvas em cantos
Poderíamos dizer que a ondulação é produzida principalmente por temperaturas excessivas de extrusão do filamento. Como o material sai do bico muito quente, fica mole por mais tempo. Esse tempo excessivo, combinado com o encolhimento do material, faz com que os cantos se levantem.
Por esta razão, vamos nos concentrar nos parâmetros de temperatura do hotend para resolvê-lo definitivamente. Para evitar o curling, vamos modificar os seguintes parâmetros em nosso software slicer:
Temperatura do bico
Muitas vezes, quando temos problemas com atolamentos ou subextrusão, algumas pessoas recomendam aumentar a temperatura de impressão. Essa ação às vezes melhora nossas impressões, mas não resolve o problema original. Embora o filamento flua melhor, a extrusora pode ter outro problema e só estamos escondendo o problema debaixo do tapete aumentando a temperatura.
A longo prazo, o aumento excessivo da temperatura de impressão vem acompanhado de outros defeitos, como ondulação ou queima do tubo interno de PTFE. Para evitar isso, tentaremos usar a temperatura mais baixa possível e, assim, dar menos tempo para o material encolher. Este teste nos ajudará a determinar a temperatura ideal de nossa impressora para um tipo de filamento específico.
Outra maneira de saber se você está definindo uma temperatura muito alta ao imprimir com PLA é prestar atenção ao brilho de suas impressões. O objeto fica mais brilhante à medida que a temperatura é mais alta. Reduza se a peça parecer muito brilhante.
Resfriando
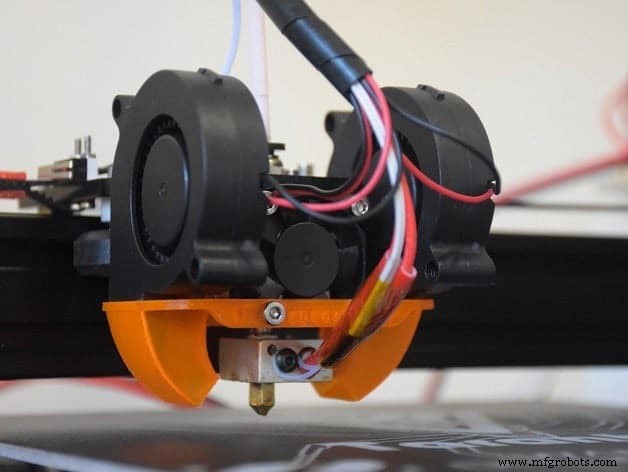
Se sua impressora não tiver um ventilador de camada instalado, é hora de instalar um. Este ventilador diminui drasticamente o tempo de espera do material, evitando que os cantos tenham tempo de dobrar. Você só precisa ter cuidado para não ativá-lo durante as primeiras camadas, pois isso pode levar a deformações.
Esses ventiladores podem alterar sua velocidade durante a impressão, pois são controlados por PWM (pulso com modulação). Esse recurso permite ativá-los sempre que precisar e em uma velocidade precisa.
Uma das coisas a ter em mente ao usar um ventilador de camada é sua orientação. Ele pode estar posicionado incorretamente, o que esfriaria o bico, causando erros de temperatura e paradas de impressão.
Também pode acontecer que, devido à orientação do objeto, o ventilador da camada esfrie apenas um lado do objeto. Você pode dizer se este é o caso quando a ondulação sempre ocorre no lado oposto do leque de camadas. Existem dutos radiais que sopram o ar uniformemente em todas as direções. Se você possui um GeeTech i3 Pro B, você definitivamente deve imprimir e instalar este duto de ar. Aqui está outro que é compatível com o Tevo Tarantula
Velocidade de impressão
Em algumas peças pequenas, uma nova camada pode começar a ser impressa em cima de uma que ainda está quente, de modo que nunca se solidifica totalmente. Para ajudar a evitar isso, as fatiadoras vêm com uma opção para determinar o tempo mínimo necessário para produzir cada camada. Ao fazer isso, a velocidade de impressão é diminuída durante camadas menores. Um valor típico é de cerca de 15 segundos por camada.
Se você ainda tiver problemas relacionados à ondulação, diminua a velocidade de impressão em 10 mm/s até obter melhores resultados.
Como corrigir a extrusão
Se as paredes parecerem "esguichadas", como se o material estivesse caindo do objeto, você provavelmente terá que definir os parâmetros de extrusão corretamente.
Esta configuração inclui principalmente a calibração das etapas da extrusora, para que seja fornecida a quantidade exata de material necessária. O procedimento é bem simples, e existem vários tutoriais na web de como fazer.
Um teste fácil que você pode fazer consiste em desenhar marcas ao longo do filamento antes de ser extrudado. O hotend é então aquecido e a impressora 3D é comandada a extrudar 10 cm de material. Se os passos estiverem corretos, a próxima marca desenhada no filamento deve estar localizada exatamente na entrada da extrusora (no mesmo ponto em que a marca anterior estava localizada).
Se esta marca terminar dentro da extrusora, significa que a impressora pensa que está extrudando 10 cm, mas na verdade está extrudando mais material (sobre extrusão). Quando isso acontece, o excesso de material depositado vai esmagar a camada anterior e escorrer para os lados da casca externa do objeto, deixando um acabamento desagradável.
Outro parâmetro a ser verificado, após calibrar as etapas da extrusora, é a vazão. Isso permite multiplicar ou reduzir o volume de filamento fornecido. É uma forma mais direta de controlar o fluxo fornecido pela extrusora, dependendo das diferentes densidades de cada material. Ao contrário da calibração por etapas, este parâmetro é variável. Não é o mesmo usar ABS, PLA ou TPU em sua impressora, por isso é aconselhável variar a vazão de acordo com o material utilizado. Você pode usar este teste para ajustar rapidamente a taxa de fluxo.
Ele contém instruções para realizar o teste usando um paquímetro ou micrômetro. Certifique-se de lê-los antes de iniciar o teste.
Esses problemas afetam todos os tipos de filamentos igualmente?
Existe uma propriedade comum a todos os materiais usados na impressão 3D:eles se expandem quando aquecidos e se contraem quando resfriados. Então, tecnicamente, qualquer filamento pode apresentar problemas de deformação ou ondulação. A diferença é que nem todos os materiais se expandem e contraem na mesma taxa ou na mesma velocidade.
O PLA é o material mais utilizado atualmente porque, além de barato, sua taxa de retração é uma das mais baixas, tornando mais fácil imprimir em condições mais amplas do que a maioria dos filamentos. O PETG também apresenta uma baixa taxa de encolhimento, mas precisa de uma cama aquecida para ser impressa.
Outros plásticos (como nylon ou ABS) encolhem muito, então o uso de uma impressora fechada é praticamente obrigatório se você quiser obter resultados aceitáveis.
Por que o ABS precisa de uma cama aquecida?
O ABS é um termoplástico que definitivamente encolhe muito quando esfria. Sem a presença de um leito aquecido para manter as primeiras camadas aquecidas a 90°C, a diferença de temperaturas ao longo da peça levará a uma contração que levanta os cantos da peça.
O empenamento do ABS é muito comum e difícil de eliminar. Você pode minimizar o risco nivelando adequadamente sua cama e fechando sua impressora. Além disso, quando o ABS enrola e esfria, torna-se mais duro que o PLA, aumentando o risco de perder toda a impressão se o bico atingir o objeto.
Tenha em mente que, a menos que haja um aspecto técnico que exija que a impressão seja produzida em ABS, a maioria dos seus problemas pode desaparecer automaticamente mudando para PLA!
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Juntas de impressão 3D; Veja qual filamento usar!
Configurações para impressão 3D com suporte:o guia definitivo
impressao 3D
- Os gargalos mais comuns do fluxo de trabalho de impressão 3D - e como corrigi-los
- Como converter facilmente String para Integer em JAVA
- Engajamento de cantos:como usinar cantos
- Como consertar um vazamento de gás no meu carro?
- Como posso corrigir um vazamento lento no pneu do meu carro?
- Como consertar a maçaneta da porta do seu carro
- Como consertar uma chave de carro quebrada?
- Como corrigir arranhões profundos em um corpo de carro
- Como detectar vazamentos e corrigi-los
- Como consertar um vazamento no cilindro hidráulico