


A resina é mais forte que o filamento? Explicação simples!
A comunidade de impressão 3D tem debatido extensivamente sobre as vantagens e desvantagens das impressoras de resina e de filamento. Os temas mais discutidos estão relacionados com a qualidade das impressões, o custo dos materiais e os tempos de impressão de cada tecnologia.
Também pode ser o caso de precisarmos imprimir um objeto que requer algumas propriedades estruturais específicas, como resistência à tração e resistência ao impacto, e precisamos descobrir se as peças de resina são mais fortes ou mais fracas que as impressas em filamento.
No que diz respeito à resistência, as peças impressas em FDM tendem a ser mais fortes do que os objetos impressos em resina. Isso é verdadeiro em termos de resistência ao impacto e resistência à tração. Quase todos os filamentos populares como ABS, PLA, PETG, Nylon e Policarbonato superam as impressões de resina regulares. No entanto, deve-se mencionar que a resina resistente é mais forte que ABS, PETG e Nylon.
Comparação de resistência à tração da resina versus filamento
Resistência à tração de diferentes filamentos e resinas (mega Pascals)
| Material | MPa |
| Policarbonato | 67 |
| PL | 64 |
| Resina Resistente | 55 |
| PETG | 50 |
| Nilon | 48 |
| ABS | 38 |
| Resina | 23 |
A resistência à tração mede a quantidade de tensão que um material específico pode suportar enquanto é esticado até seu ponto de ruptura. A resistência à tração do material é medida no ponto de ruptura e varia entre os diferentes materiais usados para fazer um componente idêntico.
Este é um teste bastante comum realizado na maioria das indústrias; no entanto, para produzir resultados bastante precisos, o processo de construção real deve ser considerado e considerado como uma variável.
O consenso é que as impressões em resina 3D não são tão resistentes a impactos; além disso, há um grande ponto de interrogação sobre a cura contínua de produtos de resina expostos periodicamente à luz UV. Enquanto do outro lado da escala, o PLA é um material resistente a baixas temperaturas relativamente barato em uma caixa rotulada como “último recurso”.
Essas suposições não poderiam estar mais longe da verdade, e a verdade é revelada em testes justos e precisos. Aqui está uma visão geral básica dos testes de resistência à tração feitos em diferentes tipos de filamentos FDM, que foram conduzidos pelo Airwolf 3D em conformidade com os padrões ISO 527*. Um gancho foi feito de diferentes materiais e colocado à prova.
*:Estas diretrizes especificam as condições gerais para determinar as propriedades de tração de termoplásticos sob condições especificadas.

PL
A mesa de impressão foi ajustada para 60°C e o gancho foi impresso sem um invólucro para manter o calor em um nível moderado. O gancho PLA conseguiu segurar um peso de 285 libras, o que se traduz em uma resistência à tração de 64,4 MPa, mas há um problema como sempre.
O PLA perderá sua resistência à tração ao longo do tempo e, como resultado, deve ser usado apenas para sua finalidade designada, que é a fabricação de brinquedos e itens ornamentais, mas não para fins que exijam alta resistência à tração.
PETG
O PETG mediu 50,0 MPa, o que é surpreendente, pois seria de esperar que fosse mais forte que o PLA. Um teste diferente realizado pela toms3d.org colocou o PLA contra o PETG, mas duas estruturas de teste de cada um foram impressas para determinar o efeito da direção da camada. As duas amostras foram impressas na vertical e na horizontal.
O teste realizado foi um teste de dobra para determinar o ponto onde a amostra se encaixa. As amostras impressas verticais foram testadas primeiro, e isso também testaria a adesão da camada. A amostra de PLA resistiu a pouco menos de 8kg, enquanto o PTEG conseguiu 5,9kg. A segunda amostra testou a resistência do material e o PLA mediu 16,6 kg, enquanto a amostra PETG não falhou, pois não quebrou, mas apenas dobrou.
Essencialmente, o PETG é mais flexível e não se encaixa sob certas forças como o PLA, mas no que diz respeito à resistência à tração, o PLA é mais forte.
ABS
Com o teste ISO 527, o ABS foi classificado em 38,6 MPa, o que é substancialmente mais fraco que o PLA e o PETG. No teste de gancho, o ABS se saiu mal e instantaneamente quebrou com a mesma carga de 285 lb.
Embora o ABS seja considerado um material de engenharia real usado em aplicações cotidianas, essas aplicações não requerem resistência à tração. A resistência à tração do ABS chegou a 4700 psi (32,4 MPa).
Policarbonato
No teste de gancho básico, o filamento de policarbonato foi impresso em altas temperaturas onde a temperatura do leito não deve ser inferior a 145°C e a temperatura da extrusora não inferior a 290°C.
É importante ter em mente que as impressoras amadores normais não podem atingir essas temperaturas desejadas. 685 libras foram suspensas do gancho, que media 9800 psi (67,6 MPa), tornando o policarbonato o vencedor indiscutível da resistência à tração.
Nilon
O nylon não é um filamento uniforme e, como resultado, diferentes tipos de filamentos de nylon têm resistência à tração variável, mas a resistência estimada é definida em 7000psi (48,3 MPa), o que é substancialmente melhor que o ABS, mas abaixo do PLA. No teste do gancho, foi utilizado nylon 910 e impresso a 250°C com temperatura do leito entre 70-100°C. O nylon começou a dobrar, e somente depois de centenas de libras ele cedeu a 485 libras.
Essencialmente, semelhante ao PETG, o Nylon dobrará mais do que o PLA.
Resina
Embora os testes de resistência à tração não tenham sido realizados pelas mesmas pessoas que fizeram os testes anteriores, as mesmas condições foram recriadas, o que significa que os resultados não são apenas válidos, mas também comparáveis.
A resina é comumente conhecida como um material muito fraco quando se resume à resistência à tração, e os resultados estão de alguma forma de acordo com essa noção. A resina regular mediu apenas 23,4 MPa, um valor bem abaixo de todos os filamentos medidos.
Apesar dos resultados ruins para a resina comum, devo mencionar que houve avanços incríveis na impressão SLA, e a resistência à tração é definitivamente uma dimensão que recebeu muita atenção.
Todos os principais fabricantes de resinas também oferecem suas resinas “resistentes”, e não é apenas uma tática de marketing:tome como exemplo a resina resistente da eSun com resistência à tração de 55MPa.
Isso mostra que os fabricantes estão se esforçando para atender aos requisitos que a indústria de impressão 3D exige de maneira cada vez maior.
Diferença entre resina normal e resina resistente
Os tipos de resina regulares são considerados muito fracos para lidar com o estresse e não são recomendados para uso externo devido ao processo contínuo de cura dos raios UV do sol. No entanto, existem resinas no mercado que foram formuladas para serem realmente fortes.
Há uma tecnologia em ritmo acelerado sendo introduzida no desenvolvimento de resinas e diferentes aplicações estão sendo descobertas continuamente. As resinas fundíveis estão sendo utilizadas na fabricação de joias e são amplamente utilizadas na odontologia.
A principal diferença entre a resina regular e a resina resistente é a resistência à tração, com uma resina resistente com cerca do dobro da resistência à tração da resina comum.
A resina UV colorida da Anycubic foi selecionada como a resina regular que foi testada contra algumas resinas resistentes, a saber, Formlab's Tough 2000, eSun's Hard-Tough e Siraya Tech's Blu. Os resultados não foram surpreendentes porque a resina padrão media 23,4 MPa, enquanto as resinas resistentes mediam 46 MPa para Foamlab, 55 MPa para eSun e 44 MPa para Siraya Tech.
Como você pode ver nos resultados dos testes, as resinas resistentes são realmente muito mais fortes do que a resina comum, mas os resultados dos testes não se traduzirão automaticamente em seus projetos. A principal razão é o design estrutural e a aplicação, portanto, embora as resinas resistentes sejam mais fortes, elas não refletirão necessariamente os resultados dos testes.
Comparação da resistência ao impacto da resina versus filamento
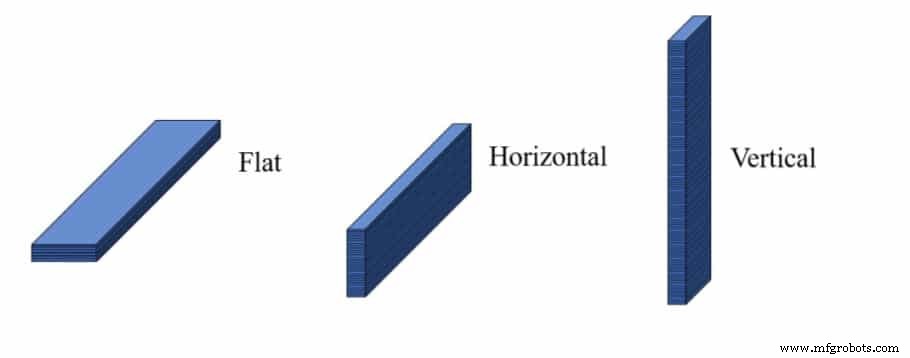
Resistência ao impacto para diferentes materiais e orientações (Joules/Metro)
| Plano | Horizontal | Vertical | |
| Policarbonato | 354 | 515 | 42 |
| Nilon | 325 | 249 | 60 |
| Resina Prusa Resistente | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| PL | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
A resistência ao impacto é diferente da resistência à tração, pois mede quanto impacto um modelo padrão pode suportar e quanta energia de impacto é absorvida da força. O método utilizado para realizar o teste é o teste de resistência ao impacto IZOD. Os testes foram conduzidos usando três orientações diferentes, amostras de teste com orientação plana, vertical e horizontal.
PL
- Plano:152,52 j/m
- Horizontal; 113,21 j/m
- Vertical:77,42 j/m
PETG
- Plano:238,98 j/m
- Horizontal; 178,09 j/m
- Vertical:35,45 j/m
ABS
- Plano:128,69 j/m
- Horizontal; 149,14 j/m
- Vertical:55,14 j/m
Policarbonato
- Plano:354,15 j/m
- Horizontal; 514,90 j/m
- Vertical:42,03 j/m
Nilon
- Plano:324,90 j/m
- Horizontal; 248,86 j/m
- Vertical:59,61 j/m
Como você pode ver nos resultados, existem números mistos entre os tipos de filamentos, bem como a orientação da amostra de teste. O PLA obteve a pontuação mais alta no teste vertical com 77,42 j/m, com PETG a pontuação mais baixa em 35,45 j/m. As amostras de teste de policarbonato e nylon são bastante semelhantes, mas o policarbonato marcou 514,90j/m no teste horizontal, enquanto o nylon atingiu uma pontuação de 248,86 j/m.
Diferença entre resina normal e resina resistente
A resistência ao impacto da resina regular em comparação com a resina resistente foi realizada usando o teste de resistência ao impacto IZOD com pontuação Filaween. No teste de Tom, ele usou a resina vermelha transparente Elegoo ABS e a resina marrom Prusa “Tough”, e os resultados falam por si.
Sendo um material isotrópico, as amostras de teste de resina precisavam apenas de uma amostra cada. O resultado da resina Prusa Tough foi de 280mJ. Esta resina é comparável com os resultados do PLA.
Qual é o filamento mais forte?
Acho que é uma conclusão bastante comum entre fabricantes, revisores e usuários finais que o policarbonato é classificado como o tipo de filamento mais forte.
Quando impresso corretamente e nas temperaturas certas, o policarbonato (ou PC) pode produzir componentes extremamente fortes e duradouros; no entanto, imprimir com o PC pode ser problemático, pois não funciona bem com saliências e detalhes finos. O PC tem uma alta resistência térmica e também é bastante resistente a impactos, como mostram os resultados dos testes acima.
Nylon também é altamente avaliado e se compara favoravelmente ao PC. O filamento de nylon 910 testado pela Airwolf mostrou grande resistência a 7000 psi, e um clipe impresso foi capaz de conter 485 lb. MatterHackers fez testes semelhantes, mas usou seu próprio filamento de nylon chamado filamento Nylon X. Eles imprimiram um gancho e poderiam conter 364 libras antes de quebrar. O nylon recebeu ótimas críticas, com muitos revisores classificando-o muito mais alto que o PLA para resistência e durabilidade.
Como o nylon é higroscópico, o que significa que tende a absorver umidade, ele apresenta dificuldades de impressão. Tem que estar 100% seco; caso contrário, ocorrerão erros de impressão. Outro ponto sensível é a temperatura de impressão que deve estar entre 220-270°C e é propensa a empenar. O lado bom do nylon é que ele é resistente ao impacto, à fadiga, resistente ao calor, e a cereja do bolo é que é mais fácil de imprimir do que o PC.
Aqui estão alguns filamentos de nylon e policarbonato recomendados:
Como tornar uma peça FDM mais forte?
Uma impressão FDM forte é uma impressão desejável. Existem várias maneiras de aumentar a resistência de suas impressões, incluindo o uso de preenchimento retilíneo, reduzindo o resfriamento, aumentando a largura de extrusão, aumentando o número de perímetros e usando camadas mais finas. Esses indicadores que o ajudarão a aumentar a força de suas impressões FDM foram testados e comprovados por muitos especialistas e entusiastas em 3D.
Use o padrão de preenchimento retilíneo ou favo de mel
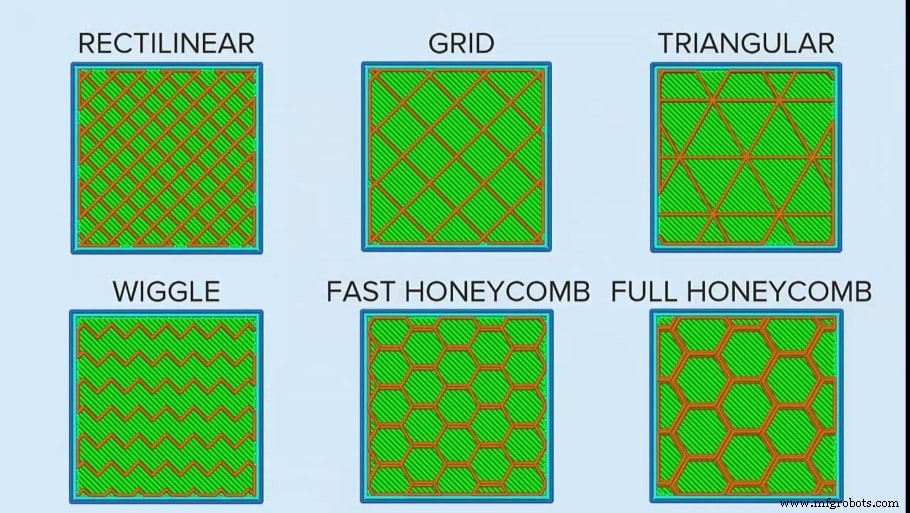
Os padrões de preenchimento são um ponto positivo definitivo para fortalecer as impressões, mas, infelizmente, não há um tamanho único. A estrutura em favo de mel é conhecida por sua resistência e é usada até mesmo em pneus de carros furados. Do ponto de vista técnico, o padrão retilíneo é o padrão mais forte, mas apenas quando a direção da força é levada em consideração, pois será fraca na direção oposta.
O uso de um padrão de preenchimento retilíneo economiza o uso de plástico e, como resultado, imprime mais rapidamente. Imprime até 30% mais rápido do que o padrão de favo de mel. Onde o padrão retilíneo é mais forte em uma direção, o favo de mel é igualmente forte em todas as direções, tornando-o um padrão confiável para uso geral.
Recozinhe suas impressões 3D
O recozimento é um processo comum na criação de peças metálicas ou plásticas injetadas. Simplificando, é um processo de aumento de temperatura para melhorar a firmeza, resistência à tração e resistência ao calor. Embora não seja tão popular no mundo da impressão 3D, o processo ainda é aplicável, mas exigirá um grau de experimentação para obter a temperatura ideal.
Em casa, você pode colocar suas impressões no forno, mas terá que monitorar a temperatura de perto e garantir que haja uma distribuição uniforme de calor ao redor da impressão.
O recozimento é basicamente aquecer o plástico até sua temperatura de transição vítrea porque, neste ponto, o objeto ainda manterá sua forma, mas as moléculas serão rearranjadas em um estado mais fluido, reduzindo assim a tensão interna e fortalecendo a estrutura no processo.
Os polímeros têm cadeias moleculares longas e repetitivas que são compostas por estruturas moleculares amorfas e semicristalinas. Essas estruturas moleculares compõem o polímero e são distribuídas aleatoriamente sem linhas divisórias definitivas. As estruturas cristalinas são duras e rígidas, enquanto as estruturas amorfas são mais elásticas e flexíveis.
Quando o filamento é aquecido no bocal, provavelmente será amorfo e reterá esta estrutura através do processo de resfriamento rápido. O que o recozimento consegue é mudar as características do plástico amorfo em plástico cristalino.
Os filamentos de PLA e PETG mostraram resultados promissores quando recozidos, enquanto ASA e ABS não mostraram nenhuma mudança real além de empenamento durante o processo. O filamento PLA apresentou grande melhoria na resistência à tração, enquanto o PETG obteve grandes pontos para durabilidade ao impacto.
A conclusão é que o recozimento é uma ferramenta eficaz, mas pode causar complicações ao usar a técnica com impressões detalhadas.
Considerações adicionais
Você deve considerar a aplicação de uma impressão para determinar seus pontos fortes e fracos. Além do filamento ou resina certo, várias outras considerações afetarão a utilidade de sua impressão.
Anisotrópico vs Isotrópico
Anisotrópico é basicamente chegar a valores diferentes quando as propriedades de um material são medidas em diferentes direções, como é o caso de preenchimentos retilíneos. On the other hand, isotropic means consistent values no matter the direction of the measurement, and in this case, we can use the honeycomb structure as a good example.
With FDM 3D printing, the print or build direction will contribute to anisotropic results. This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
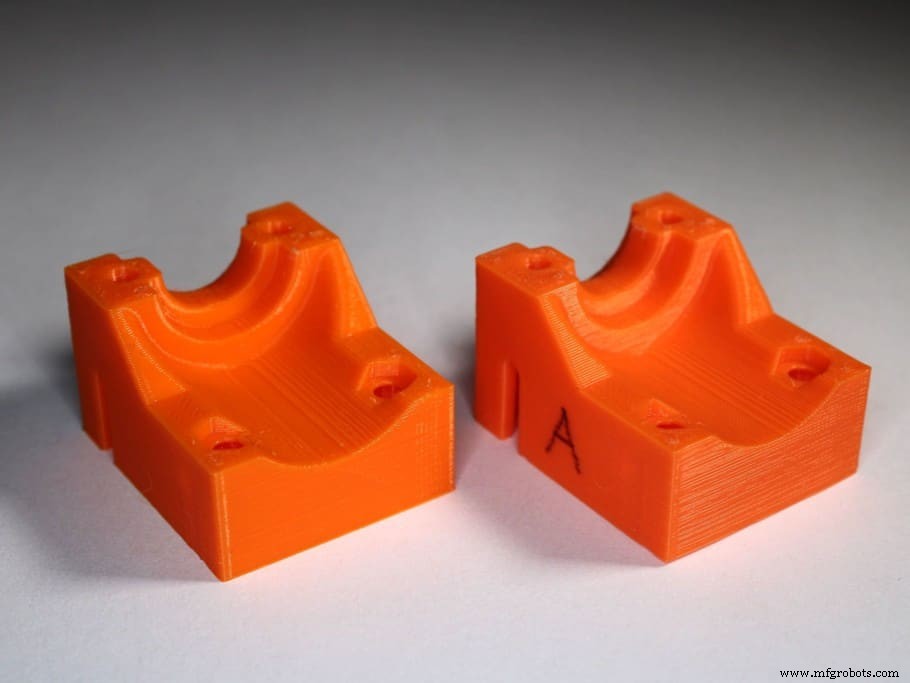
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Configurações para impressão 3D com suporte:o guia definitivo
A impressão 3D é tóxica? Tudo o que você precisa saber para se manter seguro!
impressao 3D
- Um curso intensivo sobre resistência à tração e o que isso significa
- A fibra de vidro é mais forte que o aço?
- Efeito em nanoescala da superfície de enchimento de zircônia na resistência mecânica à tração de compostos de polímero
- Mais forte que o aço, a mais recente madeira de alta tecnologia pode resfriar edifícios
- A defesa da aquisição digital é mais forte do que nunca
- Como o equipamento de preparação de amostras de tração pode construir edifícios comerciais seguros
- Resistência à tração do poliuretano
- As impressoras 3D são caras? FDM e resina!
- Qual metal tem a maior resistência à tração?
- O que é impressão 3D em resina?