


Configurações e perfis ideais do Cura ABS (para todas as impressoras)
O ABS ou Acrilonitrila Butadieno Estireno é um polímero amplamente utilizado devido às suas propriedades físicas e custos reduzidos. É também um dos filamentos mais complicados da gama de consumo para imprimir, porque é propenso a deformações e delaminação. Foi amplamente utilizado pelas primeiras impressoras DIY, mas agora está sendo substituído por alternativas melhores.
As impressoras fechadas terão mais chances de sucesso, mas com as configurações corretas, você poderá imprimir algumas peças com ABS na maioria das impressoras. A temperatura de extrusão deve estar entre 230°C e 250°C, e a temperatura do leito em 100°C. Melhores resultados são obtidos com os ventiladores completamente desligados, sendo recomendado o uso de aba. Melhor adesão ao leito é obtida com folhas PEI ou leitos de vidro revestido.
Para melhores resultados, recomenda-se outro polímero que seja uma pequena variação conhecido como ASA ou acrilato de estireno de acrilonitrila.
Os problemas com ABS

Qualquer pessoa que tenha impresso com ABS terá encontrado pelo menos um dos problemas conhecidos com ABS, como deformação e delaminação de camada. O ABS se expande bastante quando fundido e, quando solidifica, se contrai novamente. Esse fenômeno causa tensões no objeto impresso que tendem a dobrá-lo para cima ou rachar ao longo das linhas da camada.
Empenamento e delaminação podem ser resolvidos com um invólucro e boa adesão ao leito.
Há também o assunto de fumaça, odor e partículas emitidas durante a impressão. O ABS deve ser impresso apenas em áreas ventiladas ou com sistemas de filtragem de proteção. Náuseas e dores de cabeça foram relatadas se superexpostas às emissões de ABS.
Embora seja um pouco mais caro, o ASA tem menos tendência a deformar ou delaminar e não emite tantos gases e partículas, mantendo as vantagens do ABS. Essas vantagens estão fazendo com que toda a comunidade de impressão 3D mude para o ASA.
Por que imprimir com ABS?

As principais vantagens do ABS são sua ampla faixa de temperatura de uso contínuo (-20ºC a 80ºC) e sua alta resistência ao impacto. Por outro lado, o PLA, por exemplo, amolece a apenas 50ºC, portanto, não lida muito bem com as condições externas. O PLA também tende a quebrar como o vidro no impacto, por isso não será adequado para aplicações onde a resistência é um requisito.
Há também a possibilidade de suavização de vapor de acetona que pode tornar as peças ABS (ou ASA) lisas como se fossem moldadas por injeção.
Os polímeros são suscetíveis aos raios UV a ponto de começarem a desmoronar após exposição prolongada ao sol. O ASA traz resistência aos raios UV junto com as outras vantagens do ABS.
Ajuste dos parâmetros do Cura para impressão com ABS
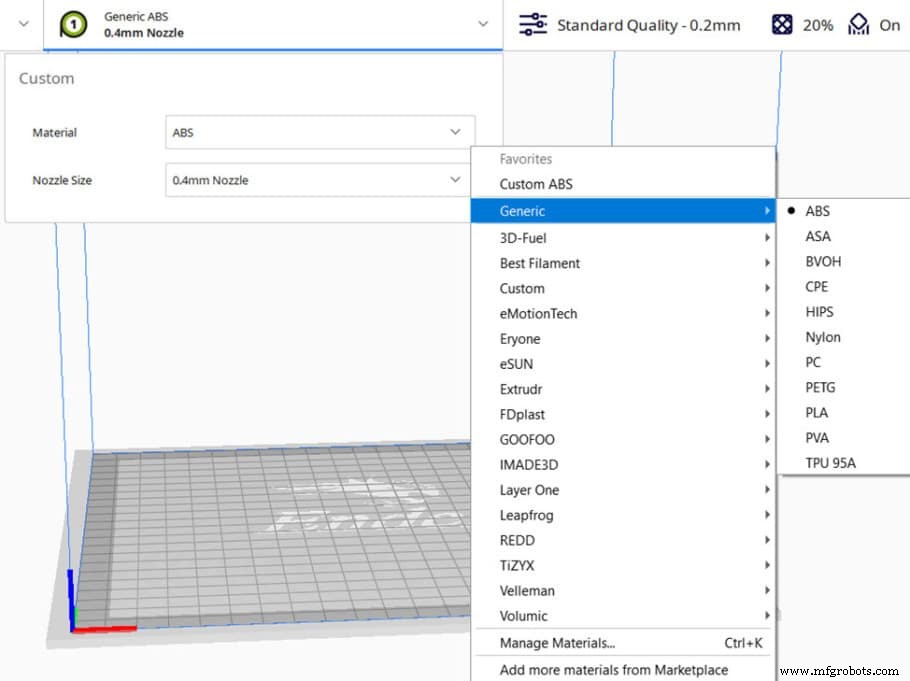
Ative o perfil ABS padrão do Cura (use-o como ponto de partida)
O Cura tem muitos perfis para marcas conhecidas integrados, por isso é uma ideia inteligente usá-los como ponto de partida e fazer pequenos ajustes a partir daí. Se a marca não estiver listada, você pode começar com um perfil ABS genérico.
Altura da camada
A altura da camada afeta muito o tempo de impressão, os detalhes e a resistência. O tempo de impressão diminui com alturas de camada maiores, mas o detalhe e a força também diminuem. Para o caso do ABS, é melhor escolher camadas mais finas para evitar a delaminação.
Um estudo mostra que a menor relação entre a altura da camada e o tamanho do bico aumenta a resistência porque deixa menos lacunas entre as camadas. Portanto, a recomendação seria obter um bico maior se você precisar de camadas maiores. Você também pode emular um bico maior alterando a largura de extrusão, mas provavelmente é melhor não ir além de 125-150% do tamanho real do bico. (por exemplo, 0,6 mm para bico de 0,4 mm.)
Para um bocal de 0,4 mm (ou largura de extrusão) uma camada de 0,2 mm seria a maior recomendada em ABS. Você pode conferir o jornal aqui
Mais informações sobre este tema neste nosso artigo.
Ajuste fino
Imprima alterando ligeiramente a altura da camada e verifique os resultados até encontrar a altura de camada perfeita para o seu projeto específico.
Altura ideal da camada ABS:
- Para detalhes: 25% do tamanho do bocal ou largura de extrusão (0,1 mm para bocal de 0,4 mm)
- Melhor altura geral da camada: 25% – 40% do tamanho do bocal ou largura de extrusão (0,15 mm para bocal de 0,4 mm)
- Impressões rápidas/prototipagem: 50% – 65% do tamanho do bocal ou largura de extrusão (0,2 mm para bocal de 0,4 mm)
Temperatura de impressão
Temperatura ideal de impressão ABS: 235 - 250ºC
A temperatura de impressão é particularmente importante no ABS porque altera a adesão e os detalhes da camada de maneiras opostas. Quanto maior a temperatura de impressão, maior a adesão da camada, mas menor o detalhe. Depois que a temperatura de fusão é alcançada, os polímeros tendem a se tornar menos viscosos ao aumentá-la ainda mais, para que os detalhes não sejam tão nítidos.
ABS (e ASA) imprimem em temperaturas elevadas para que você possa sair sem um, um hotend todo em metal permitirá que você obtenha melhores resultados.
Ajuste fino
O ajuste da temperatura pode ser feito imprimindo uma torre de calibração de temperatura e alterando a temperatura de extrusão após uma distância fixa. Uma vez finalizada a impressão, você poderá ver claramente a faixa em que seu filamento tem a melhor adesão de camada e detalhes.
Aqui está um bom vídeo sobre o assunto:
Temperatura do leito
Temperatura ideal do leito ABS: 100ºC+.
A temperatura da cama é fundamental ao imprimir com ABS. Sem uma cama aquecida é praticamente impossível imprimir. Fazer com que o ABS grude firmemente na cama garantirá que você obtenha uma impressão bem-sucedida.
Um estudo mostra que uma temperatura do leito ligeiramente superior à temperatura de transição vítrea do filamento melhora muito a adesão. Confira aqui
Os polímeros, ao contrário de substâncias como a água, têm uma temperatura característica extra que é a temperatura de transição vítrea. Quando o polímero é aquecido acima desse limite, suas propriedades físicas mudam de frágil e duro para dúctil e resistente.
A temperatura do vidro ABS é de cerca de 110ºC, portanto, se sua máquina conseguir atingir essa temperatura, é altamente recomendável configurá-la para 110ºC ou mais. Espera-se uma pata de elefante mais pronunciada, mas isso pode ser compensado no cortador ou no próprio modelo adicionando um chanfro na parte inferior.
Ajuste fino
A temperatura da cama não precisa ser ajustada com muita precisão. Basta tentar ultrapassar os 100ºC e aumentá-lo até que a impressão seja bem-sucedida.
Resfriamento de impressão
Com ABS, você não deve usar resfriamento para evitar a separação e deformação das camadas. Ventiladores de resfriamento parcial podem ser usados em algumas ocasiões até 30% quando os detalhes são uma grande preocupação e a temperatura ambiente é alta. O melhor primeiro palpite é desligar completamente o resfriamento de peças, exceto para ponte. Esteja ciente de que, embora as habilidades de ponte sejam aprimoradas, as chances de delaminação aumentam drasticamente.
Ajuste fino
Uma torre pode ser impressa da mesma forma que a torre de calibração de temperatura, mas apenas alterando o resfriamento da peça.
Configurações ideais de resfriamento ABS:
- Velocidade do ventilador da camada inicial: desligado
- Velocidade do ventilador: desligado
- Tipo de adesão ao leito: Folhas PEI ou vidro revestido
- Largura da borda: Pelo menos 10 mm
Velocidade de impressão
Como o ABS não combina bem com o resfriamento das peças, a velocidade deve ser reduzida para permitir que o plástico solidifique. Depende da sua impressora e do tamanho da peça, mas um bom ponto de partida seria 20 – 30 mm/s para as primeiras camadas e 30 – 60 mm/s para as outras.
Os perímetros devem ser mantidos o mais baixo possível e as velocidades de preenchimento podem ser aumentadas.
Ajuste fino
Imprima a mesma peça alterando apenas a velocidade de impressão para ver como isso afeta sua configuração.
Configurações ideais de velocidade do ABS:
- Velocidade de impressão: 30 – 50 mm/s
- Velocidade de impressão da camada inicial: 20 – 30 mm/s
- Velocidade de preenchimento: 40 – 60 mm/s
- Velocidade de viagem: 60+ mm/s dependendo da impressora
Retração
O ABS pode ser bastante fibroso, pois as temperaturas envolvidas são altas e nenhum resfriamento é usado, mas se a retração for ajustada corretamente e algumas outras opções forem ativadas, você poderá obter resultados impressionantes.
Um teste de encordoamento pode ajudar a ajustar a retração. Para começar, use uma distância de retração de 3 mm se você tiver uma extrusora de acionamento direto e 6 mm se tiver uma configuração Bowden. A velocidade de retração de 25 mm/s em qualquer configuração seria um bom primeiro palpite. As configurações de estoque do Cura tendem a funcionar bem.
O que é Pentear e qual configuração usar?
Pentear desliga a retração e modifica os movimentos de deslocamento para passar por cima do preenchimento e depositar qualquer plástico que escorrer. Pode ajudar a configurá-lo para "Dentro do preenchimento"
Ajuste fino
Imprima vários testes de encordoamento alterando sua velocidade de retração ou distância um pouco a cada vez para ajustar essas configurações.
Configurações ideais de retração ABS:
- Distância de retração: 3 mm para direto ou 6 mm para bowden
- Velocidade de retração: 25 mm/s
- Pentear: ATIVADO e definido como "Dentro do preenchimento"
Adesão ao leito
Conforme mencionado na seção de temperatura do leito, a adesão é grandemente aumentada se a temperatura for ajustada acima da temperatura de transição vítrea do filamento.
As bordas são uma borda grossa de uma camada que aumenta o contato com a cama. Usá-los pode ajudar muito em modelos que não possuem uma boa base para grudar na cama. As saias são a mesma coisa, mas não entram em contato com o modelo, apenas funciona como primer do bico, então não fará muito para a adesão da camada.
Uma Jangada age da mesma forma que as abas, mas é composta por pelo menos duas ou três camadas que passam por baixo de todo o modelo. Também pode ajudar a compensar qualquer irregularidade da cama.
Cola em bastão, spray de cabelo e fita adesiva são aliados no combate à adesão ao leito. Se nada funcionar, tente usar cola em bastão, qualquer adesivo de cama especialmente formulado ou aplique cuidadosamente fita adesiva e experimente.
Configurações ideais de adesão ao leito ABS:
- Temperatura do leito: 100+ºC
- Tipo de adesão ao leito: Folhas PEI ou vidro revestido
- Largura da borda: Pelo menos 10 mm
- Produtos que ajudam na adesão: Cola em bastão, spray de cabelo, fita adesiva.
Você precisa de um gabinete para impressão em ABS?
Embora você possa fugir sem um gabinete em modelos pequenos, ter um gabinete definitivamente ajudará ao imprimir com ABS. Se a sua impressora tiver câmara aquecida, melhor ainda.
Resumo:Configurações/Perfil ideais do Cura para impressão em ABS
- Altura da camada: 25% – 40% do tamanho do bocal ou largura de extrusão (0,15 mm para bocal de 0,4 mm)
- Temperatura de impressão: 235 – 250 ºC
- Temperatura do leito: 100+ºC
- Tipo de adesão ao leito: Folhas PEI ou vidro revestido
- Distância de retração: 3 mm para direto ou 6 mm para bowden
- Velocidade de retração: 25 mm/s
- Velocidade de impressão: 30 – 50 mm/s
- Velocidade de viagem: 60+ mm/s dependendo da impressora
- Camadas iniciais de velocidade do ventilador: desligado
- Velocidade do Ventilador restante da impressão: desligado (exceto para ponte)
Velocidade de impressão 3D; Como imprimir mais rápido e economizar tempo!
Como fazer impressões 3D mais fortes; guia passo a passo!
impressao 3D
- Impressão 3D com plástico ABS:Tudo o que você precisa saber
- Critérios para corantes usados em impressoras a jato de tinta
- Formlabs lança função de embalagem 3D atualizada para todos os clientes do Fuse 1
- Novos materiais para impressoras Stratasys FDM
- Por que a validação Pantone é enorme para impressoras 3D Stratasys
- Como calcular o ROI para impressoras 3D de metal
- Usando impressoras 3D Markforged para BattleBots
- ABS de fibra de carbono para uma gama mais ampla de impressoras 3D FDM
- Aplicações ideais para atuadores pneumáticos
- As 11 melhores impressoras 3D para impressão em terrenos:FDM e impressoras de resina (2022)