


Ender 3 (Pro, V2) melhores configurações de suporte; O guia completo
Na impressão 3D, cada nova camada precisa de algo embaixo para aderir, pode ser a cama ou uma camada anterior. Geralmente, seria melhor projetar uma peça para levar em conta essa limitação, mas existem suportes quando isso não é possível.
Os suportes geralmente são evitados porque consomem mais material, aumentam o tempo de impressão e podem ser difíceis de remover. Mas existem algumas situações em que os suportes são inevitáveis ou que melhoram a qualidade final da impressão. Com um perfil de segmentação bem ajustado, os resultados podem ser impressionantes e com pouco esforço de pós-processamento.
Entrarei em mais detalhes, mas se você estiver com pressa, estas são boas configurações de suporte para você começar em uma Ender 3 Pro/v2:defina a estrutura de suporte para “Normal ", posicionamento de suporte para "Touching Buildplate", ângulo de saliência entre 45º-60º, densidade de suporte para 20%, distância Z de suporte para 0,2 mm e distância X/Y de suporte para 0,6 mm.
Nas próximas seções, examinarei cada uma delas e discutirei em detalhes para que servem e as heurísticas que você pode usar para alterá-las. Além disso, também passarei por algumas configurações extras que não devem ser deixadas inalteradas.
Se você não quer ter que passar por todas as tentativas e erros que fizemos para encontrar as Configurações Ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos Perfis Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
O que são suportes e por que os usamos?
Os suportes são estruturas impressas que não fazem parte do modelo 3D, feitas para evitar a impressão no ar. Os suportes podem ser gerados automaticamente pelo fatiador ou modelados previamente ao projetar a peça. Essas estruturas devem então ser removidas da peça no pós-processamento. Impressoras com extrusoras duplas podem imprimir suportes solúveis em água ou solvente, mas eles têm um conjunto diferente de regras e configurações que não serão discutidas neste artigo.
Diferentes tipos de suportes (Normal ou Árvore)
Os suportes gerados automaticamente podem ser estruturas simples feitas de linhas ou uma grade ou estruturas mais complexas com galhos semelhantes a árvores. A decisão de escolher um sobre o outro nem sempre é clara, mas para modelos planos ou quadrados, os suportes normais devem funcionar bem e para figuras mais orgânicas, os suportes de árvore deixarão uma superfície melhor depois de removidos. Ambos dependem muito de como são configurados, mas basicamente, as estruturas de suporte normais geralmente podem ser esmagadas ou arrancadas e os suportes de árvore tendem a ser mais sólidos. Os suportes de árvore tornarão seu tempo de corte visivelmente mais longo, então você terá que ser paciente com modelos maiores.
Diferentes padrões de suporte
Slicers têm muitos padrões de suporte diferentes para suportes normais, mas se resumem a apenas duas categorias:forte ou frágil. Estruturas entrelaçadas como o padrão de grade são fortes e saem em uma peça quando a impressão é finalizada ou, às vezes, elas não saem porque não foram definidas corretamente. Por outro lado, estruturas frágeis como linhas, ziguezagues ou padrões concêntricos podem ser esmagadas. A limpeza é mais bagunçada, mas eles sempre saem de uma forma ou de outra. Nem é melhor para todos os modelos, e é principalmente uma questão de gosto e das ferramentas disponíveis.
O primeiro palpite mais sensato seria usar estruturas frágeis porque imprimem mais rápido e usam menos material. No entanto, se a estrutura for muito frágil, ela falhará e arruinará sua impressão. Existem outras configurações para tornar seu suporte mais robusto. Tente ativar a aba de suporte ou aumentar a contagem de linhas da parede de suporte para 1.
O que é a "Colocação de suporte"
A configuração "Colocação do suporte" permite que você decida se os suportes serão colocados em todos os lugares ou apenas aqueles que tocarem a placa de construção. Ao selecionar “todos os lugares”, os suportes automáticos podem iniciar no modelo que está sendo impresso. Isso significa que ao remover os suportes, você terá uma superfície extra para limpar.
Se você não quiser que os suportes sejam iniciados no modelo, você pode selecionar "tocar na placa de construção" e o slicer só gerará suportes onde houver um ponto livre na placa de construção logo abaixo. Isso é melhor para limpeza, mas pode deixar peças sem suporte que não serão impressas corretamente. A última opção é mudar para “suportes de árvore” que só começarão na placa de construção, mas estenderão as ramificações para todos os lugares necessários.
Densidade de suporte
A densidade de suporte refere-se ao número de linhas que serão impressas para compor a estrutura de suporte, como faz com o preenchimento. Muito denso e os suportes serão mais difíceis de remover, use mais material e imprima por mais tempo. Muito esparso e o objeto pode não ser bem suportado ou até mesmo suportado. Um bom lugar para começar é 20%. É necessário verificar a “visualização de camadas ” para ver os suportes gerados. Com essa visualização você poderá ter uma ideia clara de como ficará a impressão e quão difícil será a limpeza depois.
O que são Saliências e Pontes e como elas limitam a impressão?
Quando a impressora tenta imprimir recursos que estão em balanço, o que acontece é que o plástico é extrudado no ar e tende a enrolar ou ceder. Esses recursos são chamados de saliências e podem ser impressos até um ponto com a taxa de extrusão e resfriamento corretos.
Uma ponte também é uma característica do modelo 3D e também envolve a impressão no ar. Desta vez há outro ponto de ancoragem em linha reta onde termina o movimento de impressão. Se os pontos de ancoragem estiverem próximos o suficiente e houver resfriamento suficiente, o fio de plástico fica quase na horizontal. Há sempre alguma queda, mas em muitos casos, pode estar bem.
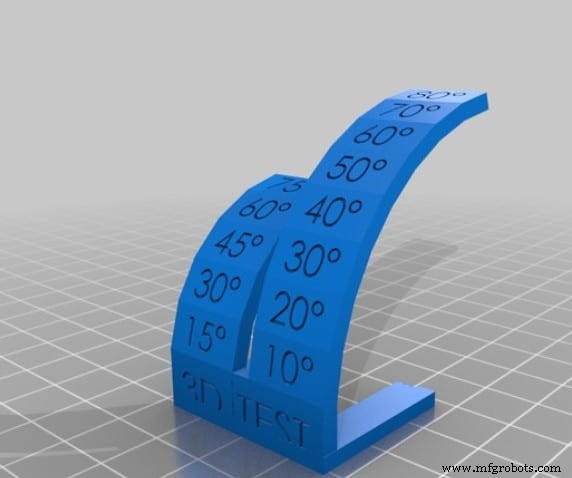
Imprimir um teste de saliência e ponte
Para conhecer os recursos de saliência e ponte da sua impressora, existem modelos projetados para testá-los. A vasta comunidade fez muitos testes, mas aqui você encontrará dois modelos simples que são um bom começo.
O que você descobre com os testes geralmente pode ser melhorado ajustando seu perfil de fatiamento.
#1Teste de ponte em saliência
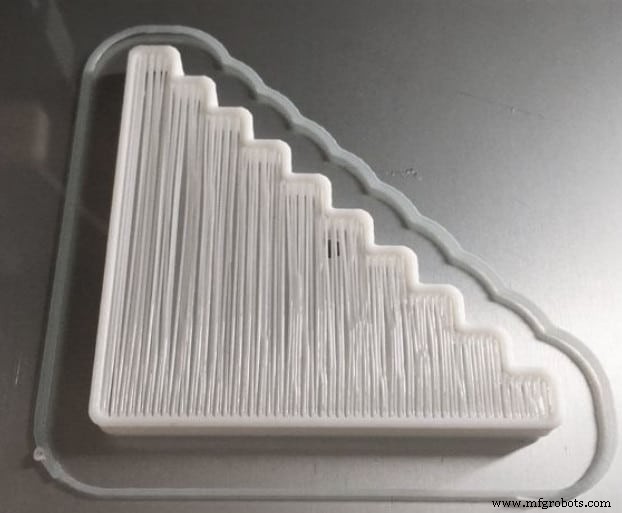
Teste de ponte saliente nº 2
Ângulo de balanço, pontes e como melhorá-los
A maioria das impressoras pode sair com saliências de ângulo de 45º, a Ender 3 pode ir até 60º com as configurações corretas. O sucesso de uma ponte depende de quanto você está disposto a aceitar. Até 5 mm você provavelmente terá sucesso. Mais do que isso, você deve considerar dedicar um tempo para ajustar sua impressora ou usar suportes. É possível fazer pontes de 150 mm com alguns filamentos.
Um melhor resfriamento pode resultar em melhores balanços e pontes, verifique se você acionou a ventoinha em 100% para obter os melhores resultados em PLA e PETG. Para outros polímeros, como o ABS, isso pode resultar em delaminação, portanto, tenha cuidado.
Reduzir a temperatura de impressão até 5 ou 10 ºC também pode ajudar com saliências e pontes, mas a adesão da camada também será afetada. Se você precisar de peças fortes, tente não diminuir muito a temperatura de extrusão.
Por último, há a taxa de extrusão. Com uma ligeira subextrusão, pontes e saliências terão melhor qualidade, mas, assim como com a temperatura de extrusão, a adesão da camada também será afetada e você poderá começar a ver peças sem plástico. Você pode brincar com a taxa de fluxo no slicer, diminuindo-a de 1 a 5% a cada vez e ver os resultados.
Qual é a distância Z de suporte e distância X/Y?
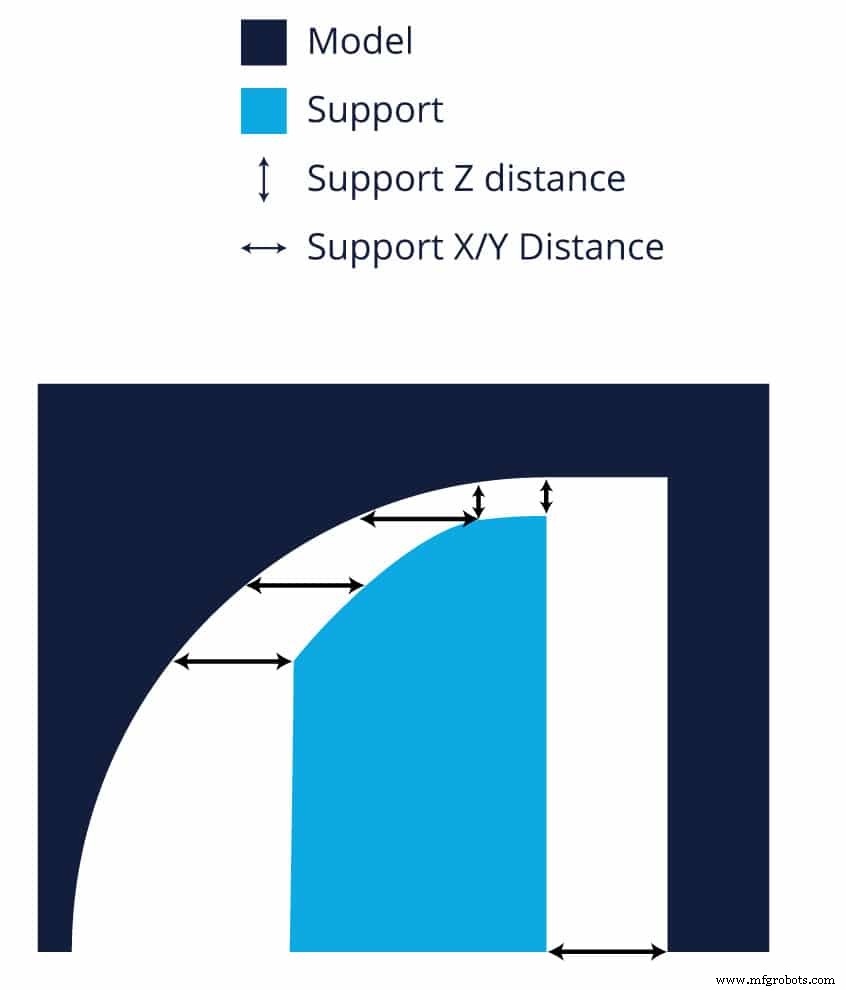
Depois que a estrutura de suporte é impressa, a máquina precisa deixar um espaço antes de imprimir outra camada para que não fique muito bem. Isso facilita o processo de remoção, mas deixa alguma rugosidade na superfície de contato. Essa lacuna é chamada de distância Z e é recomendável que meça pelo menos uma camada ou duas. 0,2 mm geralmente é o padrão, mas se a altura da sua camada for muito menor ou maior, você deve alterá-la. Quanto maior a folga, mais fácil é remover, mas também mais pobre é a superfície de contato.
A distância X/Y, por outro lado, não é tão sensível. É a folga que o slicer deixa na direção X e Y para que os suportes não toquem no modelo. Um valor de 0,6 mm ou 0,7 mm deve estar ok. Se você tiver problemas para desmontar os suportes, poderá aumentá-los.
Quando você precisa de suporte? (regras de 45° e 5mm)
Existem duas regras para saliências e pontes que geralmente são consideradas para projetar peças para impressão 3D e ao fatiar.
- Se o ângulo de saliência for superior a 45º, eles provavelmente precisarão de suportes.
- Se uma ponte for maior que 5 mm, provavelmente precisará de suporte.
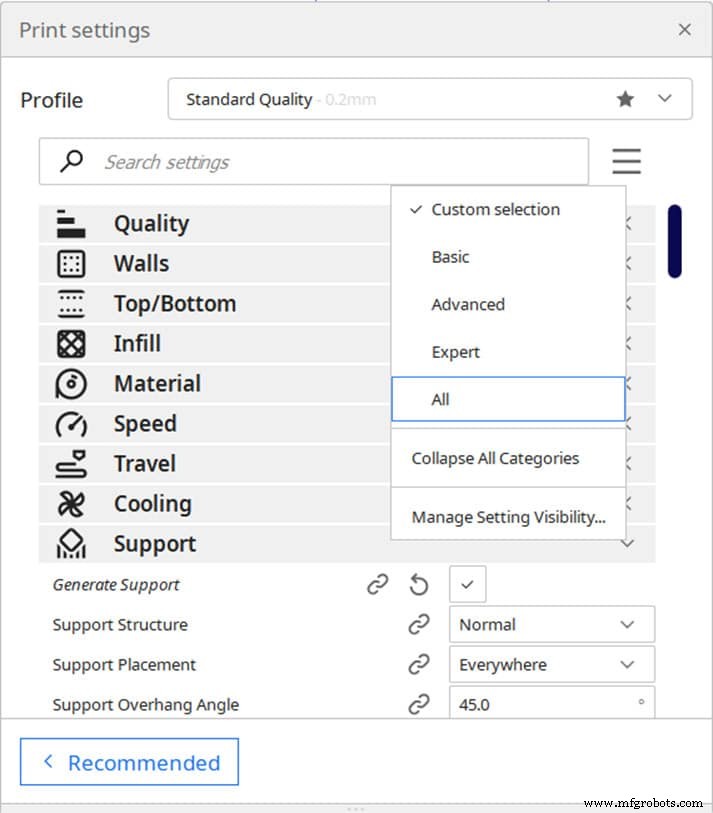
Como acessar as configurações de suporte no Cura
Para acessar as configurações de suporte, você deve clicar no ícone do hambúrguer. Todas as configurações deste artigo devem estar disponíveis ao selecionar “Avançado” no menu suspenso, exceto os suportes de árvore que podem ser encontrados em “Experimental” com “expert” selecionado.
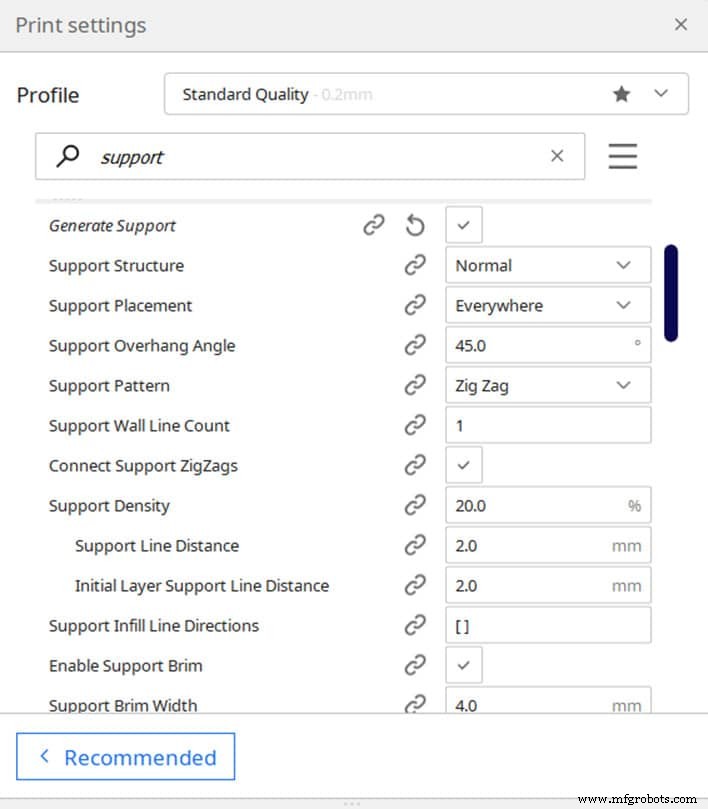
Configuração de suporte ideal para o Ender 3
- Estrutura de suporte:normal
- Posicionamento de suporte:“Placa de construção tocante”
- Ângulo de balanço do suporte:45º - 60º
- Padrão de suporte:Zig Zag
- Densidade de suporte:20%
- Suporte Z Distância:0,2 mm
- Distância X/Y de suporte:0,6 mm
- Ativar teto de suporte
- Ativar aba de suporte
Se você não quiser ter que passar por todas as tentativas e erros que fizemos para encontrar as configurações ideais para criar impressões de alta qualidade em sua Ender 3, então definitivamente confira nossos próprios perfis do Cura personalizados especificamente para a série de impressoras Ender 3 (você pode obter todas elas por apenas US$ 7).
Conclusão
Ajustar os suportes corretamente pode tornar a experiência de impressão 3D muito mais fácil. Com a régua de 45º e 5 mm e apenas algumas configurações você deve estar pronto para ir.
Lembre-se de usar o modo de camada no slicer para verificar os suportes!
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Como cortar modelos no Cura (existem alternativas melhores)
Os melhores perfis e configurações do Cura para Ender 3 (Pro e V2)
impressao 3D
- Estruturas de suporte de impressão 3D:um guia completo
- O guia completo para escolher um motor à prova de explosão
- O guia completo para o armazenamento adequado de motores elétricos
- A oficina de máquinas CNC:um guia completo
- O guia completo para impressão 3D
- O guia completo para peças usinadas
- Noções básicas de freios úmidos industriais:um guia completo
- Seu guia para as melhores marcas de guindastes
- O guia completo para gerenciamento de estoque
- Usinagem CNC de 5 eixos:o guia completo