


Impressora 3D pula camadas! Guia sobre como corrigi-lo!
Independentemente da marca da impressora, todos os usuários de impressoras 3D tiveram esse problema específico em algum momento. Este artigo analisa os diferentes fatores que podem causar esse problema e as soluções em cada caso.
Como os usuários podem corrigir o problema de pular camadas? Geralmente, é um problema mecânico e é possível resolvê-lo e até preveni-lo com alguns ajustes simples e uma boa manutenção.
Como saber se a impressora 3D está pulando camadas?
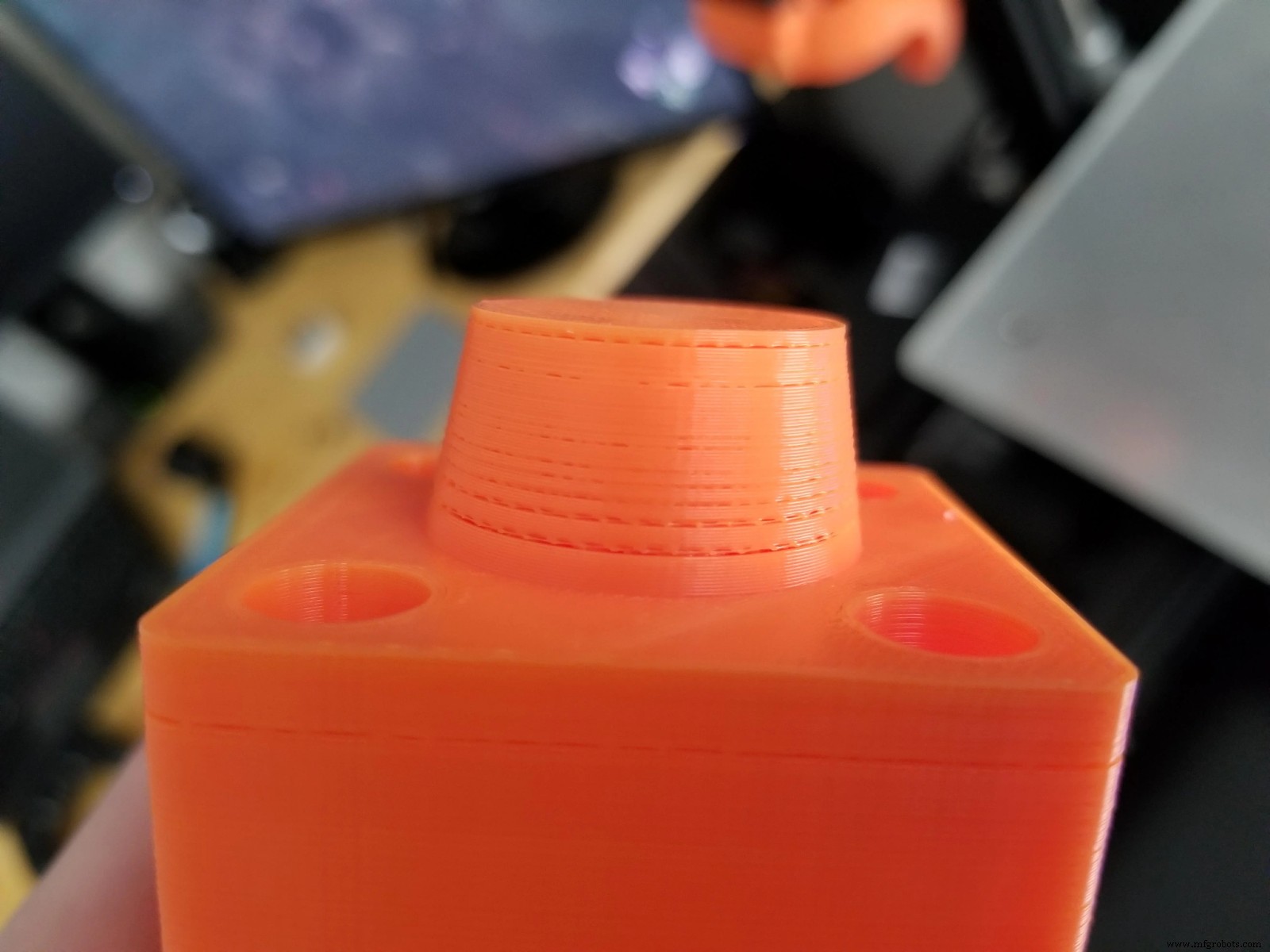
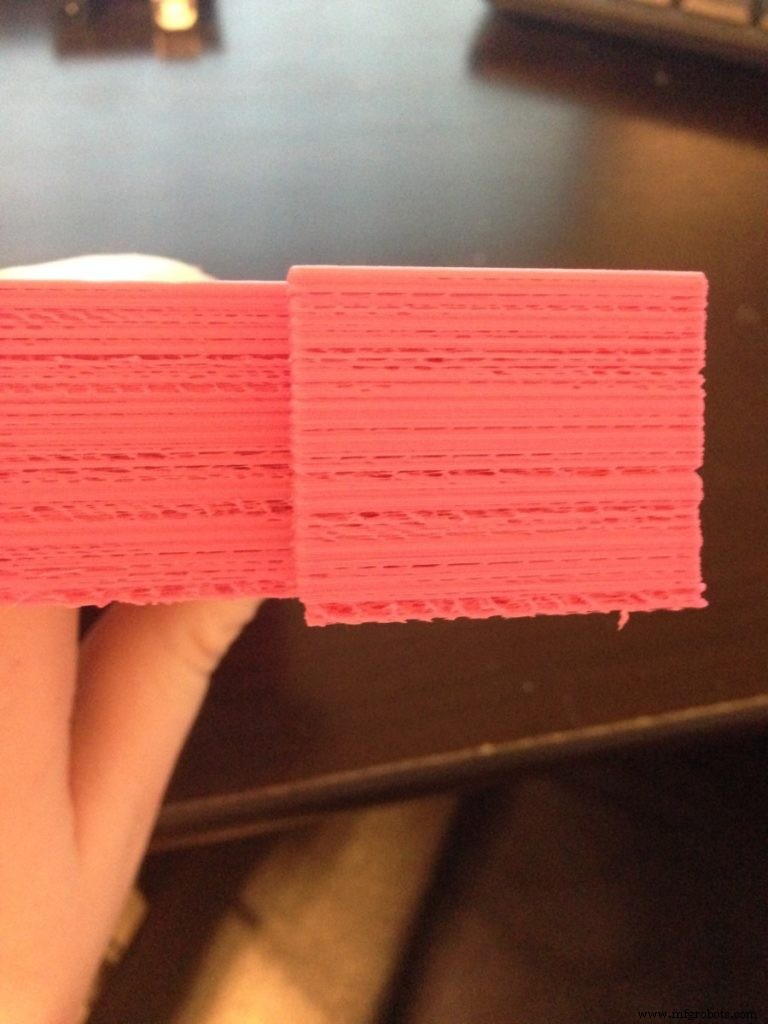
Quando há problemas de saltos de camadas, algumas camadas com falta de material ou fluxo irregular e escasso podem ser observadas nas peças como pode ser visto nas imagens abaixo. Assim, as peças ficam com uma aparência ruim e até frágil.
Quais são as causas e como resolver o problema?
Existem muitos fatores que podem causar esses tipos de problemas. Em geral, a falta de camada ou salto de camada é geralmente devido a um problema mecânico. As soluções mais gerais para algumas mais específicas para corrigir o problema estão descritas abaixo.
Comece com a manutenção mecânica
É importante aprender a fazer manutenção mecânica na impressora para evitar transtornos futuros e assim também prolongar a vida útil de seus elementos. Como em qualquer máquina, as peças se desgastam devido ao uso frequente e alguns parafusos se soltam, as peças lubrificadas ressecam, etc.
Realize um serviço de manutenção com alguns passos simples:
Aperte todas as porcas e parafusos
Vibrações devido ao movimento constante são a causa do afrouxamento de parafusos e porcas. Se os parafusos da impressora não estiverem devidamente apertados, pequenos desalinhamentos podem ser observados em alguns eixos e também nas correias, entre outros desalinhamentos.
Como fazer
Para esta tarefa, são necessárias chaves Allen e alicates ou chaves do tamanho das porcas.
Simplesmente verifique e aperte todos os parafusos usando a chave Allen apropriada. Se o parafuso estiver atravessado e a porca estiver atrás, segure a porca com um alicate ou uma chave para que ela não gire falsamente ao apertar o parafuso.

Em alguns casos, é conveniente trocar as porcas normais por porcas autotravantes. Estes são feitos de um material em seu interior que funciona como um freio para que não se soltem com as vibrações.

Também é importante apertar corretamente a correia do carro. Geralmente, as impressoras possuem um sistema de aperto manual. Para isso, afrouxe os parafusos liberando a tensão da cinta. Em seguida, segurando a ponta da alça com a mão, estique para obter uma boa tensão e aperte os parafusos novamente.

Para impressoras Ender ou similares, também é importante apertar as porcas excêntricas dos rolamentos com uma chave inglesa conforme mostrado abaixo.

Verifique se as hastes e os suportes estão desalinhados
Como fazer
Em algumas impressoras, o movimento do eixo Z é realizado por dois motores que trabalham simultaneamente com hastes roscadas. É importante que ambas as extremidades estejam na mesma altura. Isso pode ser feito medindo cada extremidade com uma régua e apertando as alturas até que fiquem iguais.
Com impressoras como Enders, esse tipo de desalinhamento é menos provável de ocorrer porque as estruturas nas extremidades do carro criam um quadrado.
Certifique-se de que o bico não está entupido (isso gera baixo fluxo de extrusão)
Quando o bico está parcialmente entupido, o fluxo de extrusão é irregular. Isso gera falta de material na camada. Isso pode ocorrer devido a diversos fatores:
- Partículas que entraram no bico devido a corpos estranhos dentro do filamento;
- Entupimento devido à configuração incorreta da retração;
- Partículas que permanecem de outros materiais menos comuns (fibra de carbono, filamentos misturados com madeira, etc.) que o novo filamento não elimina completamente;
- Restos de filamentos queimados.
Todo esse resíduo fica preso nas paredes do bico e reduz o fluxo. Isso é conhecido como subextrusão.
Os filamentos de boa qualidade são adequados para evitar corpos estranhos dentro do material e, assim, evitar entupimentos. Os filamentos mal fabricados também apresentam inconsistências de diâmetro e isso causa entupimento se o diâmetro for maior ou fluxo ruim se o diâmetro for menor que o padrão.
Como limpar o bocal
A técnica mais utilizada é explicada a seguir. Requer uma agulha do diâmetro do bico (este kit geralmente é fornecido com a impressora).
- Aqueça o hotend até a temperatura do filamento. Por exemplo, para PLA de 410°F a 446°F.
- Insira a agulha pelo bico, fazendo movimentos para dentro e para fora.
- Retire a agulha e empurre manualmente o filamento.
Se a técnica acima não desbloquear o bico, a próxima técnica de limpeza chamada “Método Atômico ou Puxar a Frio” consiste em:
- Aquecer o hotend até a temperatura de trabalho do material e retirar o filamento que estava sendo utilizado.
- Inserindo PLA e fazendo-o extrudar um pouco.
- Resfriando o hotend a cerca de 194°F.
- Puxar o filamento com um movimento forte.
Ao extrair o material, é possível observar o resíduo que fica grudado na ponta. Essas etapas precisam ser repetidas quantas vezes forem necessárias até que a ponta saia limpa. Na imagem abaixo, veja como a extração de resíduos diminui repetindo sucessivamente essas etapas.

Outro fator importante a ser verificado é a condição do tubo de PTFE dentro do hotend. É normal que o tubo queime ou se deteriore com o uso, causando também entupimento, como visto na imagem a seguir. Basta trocar o Teflon por um novo, certificando-se de que esteja bem colocado no bocal.

Verifique se a roda dentada não apresenta desgaste devido ao desgaste do filamento. Se houver poeira do material, remova-o com uma escova.

Um fator importante é a maneira como o carretel de filamento gira. O formato do carretel depende do fabricante do filamento e em alguns casos, o furo central do carretel é muito maior que o suporte da impressora. Ao imprimir, o motor da extrusora acaba puxando o filamento e pode fazer com que o material alimente mal o hotend. Para que o carretel fique bem centralizado, os usuários podem imprimir um adaptador como estes:


Assista ao vídeo a seguir onde são mostrados os procedimentos acima mencionados:
Lubrifique todas as peças conforme necessário
Como fazer
Se a impressora usar hastes lisas e rolamentos lineares, é importante lubrificar as hastes corretamente, primeiro limpando a graxa velha com álcool isopropílico. Não use WD-40 como lubrificante, pois seca muito rápido, causa muito atrito e danifica os rolamentos. Os lubrificantes adequados são à base de Teflon (PTFE). Também é importante lubrificar os rolamentos e as hastes roscadas do eixo Z.
Nivelar a cama
Um bom nivelamento da mesa é essencial para começar a imprimir corretamente. A calibração da cama pode ser feita manualmente apertando os parafusos da mola nas extremidades da cama, ou automaticamente usando sensores. Esses sensores podem corrigir pequenos desníveis que não podem ser corrigidos manualmente, principalmente quando a superfície do leito é grande (maior que 9,84×9,84 pol) ou se o leito apresentar alguma imperfeição de fábrica.
Como fazer
Se a impressora não tiver um sensor de nivelamento automático, é necessário seguir estes passos simples usando um pedaço de papel:
- Traga todos os eixos para a origem
- Desabilite os motores para mover os eixos X e Y manualmente
- Leve a cabeça de impressão para um canto e coloque a folha de papel entre o bocal e a base
- Mova o parafuso nesse canto, apertando-o ou afrouxando-o, e simultaneamente mova o papel para sentir um leve atrito
- Repita a etapa em todos os cantos
- Por fim, verifique em diferentes pontos da cama se ela está bem nivelada
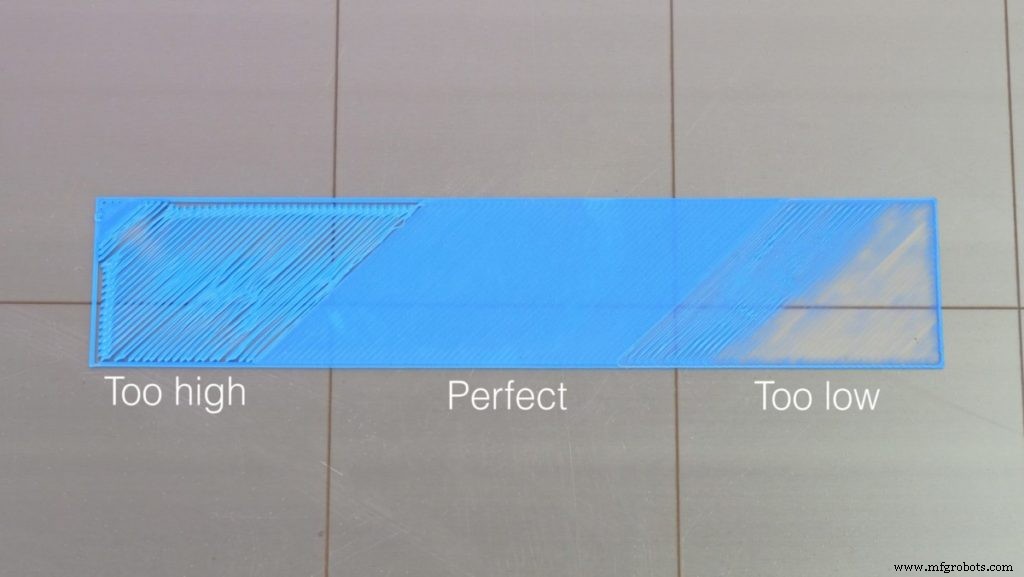
Para verificar se está devidamente calibrado, faça uma impressão rápida colocando círculos ou quadrados em diferentes pontos da mesa, como:
Teste de Nível 3 Ender - Thingiverse
Leia o artigo a seguir onde esses passos são explicados com mais detalhes, usando papel e folhas com espessuras especiais.
Configurações da segmentação
O software de fatiamento consiste em dividir o modelo 3d a ser impresso em fatias ou camadas usando os parâmetros de configuração estabelecidos pelos usuários. Dessa forma, eles criam um arquivo com comandos (gcode) que a impressora lê. Isso indica os movimentos que cada eixo deve realizar, bem como temperaturas, velocidades, etc.
Aqui estão algumas configurações que podem corrigir esse problema de salto de camada.
Ajustar a taxa de fluxo
Como nem todos os filamentos têm exatamente o mesmo diâmetro ou material, é necessário ajustar o parâmetro de fluxo. Por padrão, o fluxo nas segmentações é definido como 100%, mas, em geral, a taxa de fluxo fica entre 90% e 110%.
Como fazer
A calibração requer uma régua ou paquímetro e um marcador.
- Pré-aqueça o hotend até a temperatura de trabalho
- Com a régua, meça 4,33 polegadas no filamento para cima de onde a cabeça de impressão é introduzida e faça uma marca com o marcador
- A partir da tela, expulse lentamente um total de 3,93 pol.
- Meça novamente com a régua e anote a distância entre o início da cabeça e a marca. Se a medida for:
- a) Igual a 0,39 pol:o fluxo está devidamente calibrado!
- b) Menos de 0,39 pol:o fluxo é maior do que deveria. Isso é chamado de sobreextrusão
- c) Maior que 0,39 pol:o fluxo é menor do que deveria ser. Isso é chamado de subextrusão
Se a medida não for 0,39 pol, pode ser facilmente corrigida fazendo somas. É necessário saber o valor das etapas do motor da extrusora; geralmente é obtido a partir do display (“Control>Movement>Extruder”).
Novo fluxo [%] =(Número de etapas [steps/in] x 3,93in) / (4,33in – medição)
Este é o novo valor definido na segmentação de dados.
Outra maneira de calibrar a vazão é imprimir uma peça de teste e medir certos ângulos com um paquímetro, conforme mostrado no guia a seguir:O Melhor Método de Calibração de Vazão! por petrzmax – Thingiverse
Ajustar a resolução (espessura da linha)
A altura máxima da camada é limitada pelo diâmetro do bocal. Como regra geral, é considerado 20% menor que o diâmetro do bocal. Por exemplo, para um bico de 0,015 pol., a altura máxima da camada é 0,012 pol. Desta forma, é assegurada uma boa aderência entre as camadas sem qualquer espaço entre elas.
Em algumas impressoras, existem os chamados “números mágicos”, que são alturas de camada nas quais essa impressora específica funciona melhor. Na verdade, esses números não são tão mágicos, mas são determinados pelo passo das hastes rosqueadas localizadas no eixo Z.
Para impressoras Ender, o incremento recomendado entre camadas é de 0,0015 pol. Por exemplo:0,0031, 0,0047, 0,0062, 0,0078, 0,0094 pol.
Como fazer
Para definir este parâmetro, é necessário ajustar o parâmetro “Layer height”.
Outros motivos não tão comuns
Cama deformada
Entre os usuários do Ender, foram relatados alguns casos de camas empenadas. Não importa o quanto os usuários o calibrem manualmente, eles sempre encontrarão partes da cama onde o filamento não adere adequadamente à cama.
Como corrigir
Nesses casos, é melhor instalar um sensor de nivelamento automático e definir os pontos de calibração dentro do firmware.
Encontre o passo a passo no vídeo a seguir sobre como realizar esta configuração.
Filamento descascado ou mordido pelos dentes da engrenagem da extrusora
Quando o bico está entupido, o material não flui adequadamente. A engrenagem do motor da extrusora reduz sua tração. Portanto, se o material não pode ser empurrado corretamente a engrenagem come o filamento e este perde tração.
Em outros casos, a pressão exercida pelo sistema de engrenagens sobre o filamento é muito forte e o deforma.
Como corrigir
Para resolver o primeiro caso, o entupimento do bico deve ser limpo conforme explicado acima.
No segundo caso, basta apenas afrouxar a tensão das engrenagens que geralmente é por causa de um parafuso e uma mola. A pressão deve ser suficiente para puxar o filamento sem deformá-lo. Uma maneira fácil de saber se está devidamente apertado é extrudar o material e puxar o filamento manualmente. Se a engrenagem saltar, significa que ainda precisa de um pouco mais de aperto.
Os melhores sites para baixar arquivos STL
Os 10 melhores kits de impressora 3D:atualizados em 2022!
impressao 3D
- Como:Mudança de dicas de impressora 3D em seus Stratasys
- Como conectar uma Ender 3 ao WiFi:guia completo!
- Ender 3 Problemas de Nivelamento de Camas; Como corrigi-los!
- Quanto tempo dura 1 kg de filamento de impressora 3D?
- Vazamento no bocal da impressora 3D:como consertar!
- Sobreposição de preenchimento de extrusão dupla e exsudação; Como corrigir!
- Sobre extrusão (enrolamento) nos cantos:como corrigi-lo facilmente!
- impressora 3D não alimentando filamento:como resolver!
- Motor de passo da impressora 3D não funciona:vamos consertar!
- Como prevenir e corrigir a aderência do filamento 3D ao bico