


Recozimento de impressões 3D. Como melhorar suas impressões 3D de maneira fácil!
Qualquer pessoa que já imprimiu um objeto 3D sabe que pode haver algumas surpresas desagradáveis esperando por você quando terminar.
Deformação, delaminação e outros defeitos podem arruinar o que seria uma bela impressão.
Mas você sabia que o recozimento de suas impressões pode ajudar a evitar esses problemas e produzir impressões melhores?
A impressão 3D é uma tecnologia fantástica que conquistou o mundo. No entanto, como qualquer outra tecnologia, tem suas peculiaridades.
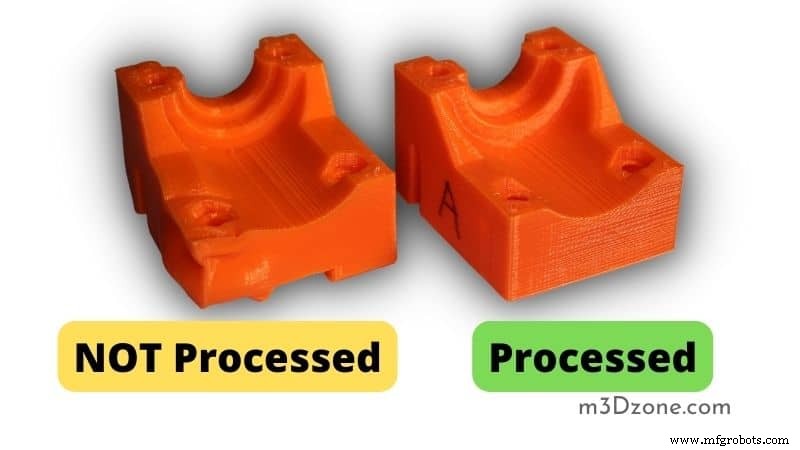
Recozimento de impressões 3D
Um dos problemas mais comuns com a impressão 3D é que as impressões não são tão fortes quanto você gostaria que fossem. Isso geralmente ocorre devido à aplicação de calor insuficiente à impressão, o que faz com que o plástico esfrie muito rapidamente.
Se você deseja melhorar seu objeto impresso, deve recozê-lo! O recozimento de suas impressões 3D pode ser uma ótima maneira de melhorar sua qualidade e durabilidade.
O que é recozimento na impressão 3D?
O recozimento é um processo de tratamento térmico usado para alterar as propriedades físicas e mecânicas dos metais em temperaturas de recozimento. O objetivo é amolecer o metal, remover tensões, melhorar sua ductilidade e tenacidade.
É comumente usado na fabricação de metais e ligas e na fabricação de peças metálicas. O processo envolve o aquecimento do metal a uma temperatura específica e, em seguida, mantê-lo nessa temperatura por um determinado período.
Após o tempo necessário, o metal é resfriado lentamente até a temperatura ambiente.
Dicas que você precisa saber sobre o processo de recozimento no processo de impressão 3D
Temperatura de deflexão de calor
O recozimento é um processo que deve ser realizado apenas em metais capazes de suportar temperaturas mais altas. O metal deve ser aquecido acima da temperatura de recristalização ou temperatura de deflexão de calor, mas abaixo do ponto de fusão.
Temperatura de fusão
Além disso, você deve controlar cuidadosamente a temperatura e o tempo de recozimento para alcançar os resultados desejados. Resfrie o metal lentamente até a temperatura ambiente ou de fusão após o recozimento. Novamente, você pode realizá-lo usando um forno a gás ou elétrico.
Ao fazê-lo em um forno a gás, você aplicará o calor indiretamente aquecendo as paredes do forno a uma temperatura adequada. Em contraste, você aquecerá o local de trabalho diretamente ao usar um forno elétrico.
Como o PLA de recozimento funciona?
Recozimento O ácido polilático funciona aquecendo o filamento a uma temperatura específica e mantendo-o nessa temperatura por um determinado período para quebrar as estruturas cristalinas dentro do material.
Isso é seguido por resfriamento sob condições controladas, normalmente em ar frio ou água, mas às vezes com aletas externas ou outros equipamentos, como camas de impressão aquecidas.
O processo pode ser feito várias vezes e melhora continuamente as propriedades do material. O PLA é um plástico amorfo, o que significa que não possui um padrão repetitivo de átomos como você encontraria com metais ou outros materiais cristalinos.
Consiste em pedaços irregulares chamados regiões amorfas intercaladas entre outras áreas conhecidas como cristalitos. Quando essas moléculas de cadeia longa aquecem, elas se tornam mais móveis e podem deslizar umas sobre as outras com mais facilidade.
Por que o PLA precisa de recozimento?
PLA é um termoplástico feito de amido de milho e açúcar. Tem um ponto de fusão mais baixo do que outros termoplásticos, como o acrilonitrila butadieno estireno (ABS) e o polietileno tereftalato glicol (PETG). Pode ser derretido rapidamente pelo calor de um bico extrusor.
O baixo ponto de fusão do PLA o torna suscetível a empenamento e encolhimento quando impresso em altas temperaturas.
O PLA de recozimento remove as tensões causadas pelo processo de impressão 3D em altas temperaturas e melhora sua ductilidade e tenacidade. Isso resulta em peças recozidas menos prováveis de deformar ou encolher e são mais resistentes à quebra.
O PLA também precisa de recozimento porque o filamento PLA é feito de material biodegradável. O processo de recozimento confere maior resistência e durabilidade ao filamento, tornando-o mais adequado para uso em impressoras FDM.

Como recozer impressões de PLA
O processo de recozimento pode ser realizado usando um forno a gás ou elétrico. Ao recozir o filamento PLA, é essencial usar uma temperatura abaixo do ponto de fusão do filamento.
A temperatura recomendada para o recozimento do filamento PLA é de 175 graus Celsius. O filamento deve ser aquecido a esta temperatura e mantido entre 30 e 60 minutos. Após o tempo necessário, o filamento deve ser resfriado lentamente até a temperatura ambiente.
A temperatura e o tempo de recozimento devem ser cuidadosamente controlados para alcançar os resultados desejados. O metal deve ser resfriado lentamente até a temperatura ambiente após ser recozido.
Como você pode recozer o PLA sem distorcer?
Uma das principais razões pelas quais as pessoas recozem o PLA é evitar a deformação, mas como você pode fazer isso sem um forno?
Embora não seja tão eficaz quanto usar um forno, existem alguns métodos que podem ser usados para aquecer sua impressão o suficiente para causar recristalização.
- O primeiro método é colocar sua impressão em cima de uma placa elétrica e definir a temperatura para cerca de 100 graus Celsius. Certifique-se de que a placa de aquecimento esteja nivelada para que sua impressão não deforme enquanto estiver sendo aquecida!
- O segundo método é usar um secador de cabelo. Aponte o fluxo de ar para a peça por cerca de 15 a 20 segundos, desligue a secadora e deixe a peça esfriar lentamente.
- O terceiro método é usar uma pistola de calor. A chave com esse método é garantir que a arma seja mantida a uma distância de cerca de 15 a 20 cm da impressão e que você a mova para frente e para trás lentamente enquanto aquece. É importante observar que nenhum desses métodos é tão eficaz quanto usar um forno, mas eles ajudarão a minimizar qualquer deformação que possa ocorrer.
Temperatura de transição vítrea. A que temperatura você recoze o PLA?
A temperatura recomendada para o recozimento do filamento PLA é de 175 graus Celsius e leva no máximo 60 minutos. Você deve, no entanto, observar que o tempo adequado de recozimento varia.
Após o tempo necessário, o filamento deve ser resfriado lentamente até a temperatura ambiente. Alguns materiais também podem ser recozidos a uma temperatura de transição vítrea de 140 a 370 graus Celsius.
Como o recozimento melhora suas impressões 3D
O processo resulta em peças metálicas mais vitais com uma estrutura de grão mais uniforme. Quando você recoze suas impressões PLA, elas terão menos probabilidade de deformar e mudar de forma devido às mudanças de temperatura ao longo do tempo.
Isso tornará mais fácil para você lixar suas impressões depois (se quiser), porque suas camadas se alinharão perfeitamente umas com as outras.
O recozimento do ABS é especialmente vantajoso ao colar peças de ABS em vez de usar o método tradicional de colagem auxiliado por solvente.
Uma vez que sua impressão 3D tenha sido tratada termicamente, todas as suas superfícies e camadas devem ter estruturas cristalinas semelhantes e, portanto, ter maior probabilidade de se unir melhor a adesivos ou epóxis - especialmente se vierem do mesmo carretel!
Sua impressão provavelmente também ficará um pouco mais brilhante e colorida depois de recozida, pois o processo de recozimento tende a queimar qualquer verniz PLA brilhante que ainda possa estar na sua impressão.
As impressões 3D tratadas com calor antes de serem coladas não exigem tanta fixação quanto as não pintadas, porque há uma área de superfície maior para as camadas de colagem se tocarem.
No caso de peças de metal, você também não precisará de tantos parafusos ou rebites para mantê-las unidas – pelo menos sob certas condições! O filamento ABS de recozimento o torna mais derretido durante o processo de extrusão, o que é bom se você pretende imprimir com ABS de qualquer maneira.
Facilita a união dos filamentos ABS com as camadas abaixo deles, reduzindo a chance de deformação.
Recozimento de Materiais Transparentes
Existem muitos tipos diferentes de materiais transparentes, incluindo vidro recozido, sílica fundida e safira. Esses materiais têm um alto grau de homogeneidade óptica, o que os torna incrivelmente adequados para aplicações como fibra óptica e lasers.
Você nunca deve esquecer de recozer materiais transparentes, como vidros, na temperatura de transição vítrea. Existem muitos outros materiais transparentes, mas podem não ser tão cristalinos quanto os três mencionados acima.
Por exemplo, o vidro da janela é feito de areia derretida que foi resfriada para formar um sólido com apenas irregularidades de superfície microscópicas na ordem de 600 nanômetros ou menos. Em comparação, a maioria das safiras tem características de superfície de vários micrômetros de tamanho!
Ao recozir qualquer material, a chave é elevá-lo acima de sua temperatura de recristalização (T). Deve ser mantido nessa temperatura por tempo suficiente para que um número adequado de microcristais cresça. Uma curva de crescimento dependente do tempo característica.
À medida que o número de núcleos aumenta exponencialmente, chega-se ao ponto em que mais energia está sendo colocada em cristais em crescimento do que novos cristais são formados. Este estágio de crescimento é chamado de recristalização estática porque não há mudança no tamanho do cristal.
Neste ponto, a T torna-se igual à temperatura de recozimento, o que significa que qualquer aumento adicional na temperatura resultará em nenhuma mudança no tamanho ou na densidade do cristal!
A taxa de resfriamento determina a rapidez com que a nucleação pode ocorrer e, portanto, que forma os cristais crescidos terão. Taxas de resfriamento mais lentas produzem grãos estreitos, enquanto taxas de resfriamento mais rápidas produzem grãos maiores.
Para obter os melhores resultados possíveis, especialmente ao recozir materiais muito puros, como sílica fundida (dióxido de silício), é essencial controlar a T e a taxa de resfriamento.
A temperatura deve ser mantida dentro de 0,1 graus Celsius se os tempos de recozimento forem horas; no entanto, para tempos de recozimento curtos (alguns minutos), essa tolerância pode cair para centésimos de grau Celsius.
Quanto às taxas de resfriamento, a diferença entre 50 milímetros por minuto e 150 milímetros por minuto pode ser profunda. Materiais menos puros são geralmente mais tolerantes ao T impreciso e ao controle da taxa de resfriamento.
Você deve observar que os materiais transparentes são suscetíveis a rachaduras durante o recozimento. Mesmo as tentativas de evitar a introdução de qualquer tensão no material por resfriamento controlado em banhos de água podem ser arriscadas!
Recozimento PETG. O PETG pode ser recozido?
Uma das perguntas mais frequentes sobre o recozimento é se o PETG pode ou não ser recozido. A resposta a esta pergunta é um pouco complicada. PETG tem uma temperatura de recristalização muito mais baixa do que PLA e ABS, por isso é um desafio recozir com sucesso.
No entanto, se você puder aumentar a temperatura acima da temperatura de recristalização e mantê-la lá por tempo suficiente, o PETG irá recozir como qualquer outro material. O principal desafio é atingir as temperaturas necessárias sem danificar o objeto que você está imprimindo.
Como o PETG tem uma temperatura de recristalização mais baixa do que o PLA ou ABS, é mais suscetível a danos se a temperatura for muito alta. Isso significa que a temperatura de recozimento deve ser menor e o tempo na temperatura precisa ser maior para obter resultados bem-sucedidos.
Quanto meu PLA diminuirá após o recozimento?
Seu PLA vai encolher muito. Não é incomum que ele encolha até 10% em todas as dimensões! Você deve pensar duas vezes antes de imprimir peças com paredes muito finas ou saliências, especialmente se forem longas e sem suporte, porque sua peça se deformará e mudará de forma visivelmente ao ser recozida.
Isso inclui chanfros salientes na lateral da impressão. Se você quiser que as bordas se alinhem bem umas com as outras após o recozimento, certifique-se de que a camada inferior não tenha cantos afiados ou cortes ao redor, pois eles também podem ficar estressados com o tratamento térmico.
Em média, suas impressões ABS podem encolher cerca de 2-3% em todas as dimensões antes de começarem a deformar significativamente após serem recozidas. A forma da sua peça também pode mudar um pouco, especialmente se você tiver paredes ou saliências muito finas.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
Impedir PETG Blobbing. Guia detalhado de impressão 3D!
Revestimento e selantes seguros para alimentos para impressões 3D
impressao 3D
- Melhorando a qualidade do seu processo de pintura industrial
- Aproveitando ao máximo seus arquivos STL
- Adicionando o acabamento perfeito às suas impressões SLS
- Obtendo cores vivas para suas impressões SLS
- Monitoramento de temperatura no Raspberry Pi
- Brochamento rotativo:a maneira rápida e fácil de fazer um furo quadrado
- Principais desafios da indústria 4.0
- Melhorando a usinabilidade do alumínio
- Melhorando a precisão e o desempenho de sua máquina de corte a jato de água
- A melhor maneira de construir seu protótipo de IoT