


Um guia para compensação do cortador:o que é G41 e G42?
A usinagem CNC é um grande negócio. Estima-se que, a partir de 2020, a usinagem CNC seja uma indústria de US$ 81,95 bilhões e deverá atingir US$ 128,4 bilhões até 2028.
Esse crescimento está sendo impulsionado pela maior demanda por peças de precisão, resultado do aumento da tecnologia e da customização. Sem mencionar os requisitos de sustentabilidade e padrões exigentes de indústrias como aeroespacial, médica e militar.
A convergência da tecnologia e a demanda dos clientes por maior tolerância significa que os fabricantes de precisão devem utilizar plenamente todas as ferramentas à sua disposição para atender às expectativas. Desde a seleção das características certas de resistência do material, da máquina certa, até a qualidade certa do ferramental, as empresas estão sob a mira de alcançar maior precisão em todas as peças.
E um desses métodos é o uso da compensação do cortador.
O que é compensação do cortador?
A compensação do cortador (compensação do cortador), ou Compensação do diâmetro do cortador (CDC), permite ajustes de caminho programados na máquina CNC para conferir maior precisão e compensar as características da máquina, ferramenta ou material.
Ao deslocar a linha central do eixo da ferramenta para a aresta do cortador, o programa pode usar a geometria para determinar a direção de deslocamento em vez do ponto central da ferramenta no eixo.
Uma vantagem deste processo é que o mesmo programa pode ser utilizado para ferramentas com diâmetros diferentes. Ele também tem a vantagem de permitir compensação para questões como tamanho da ferramenta, desgaste da ferramenta e pode compensar a deflexão da ferramenta. Isso torna a compensação do cortador essencial para qualidade, precisão e versatilidade.
A compensação do cortador também atua como uma proteção adicional para precisão. Muitos programas CAD calculam automaticamente os caminhos da ferramenta para peças complexas. Embora isso seja feito com precisão com software CAD, ele não permite que o operador use uma ferramenta diferente para economizar tempo nas trocas de ferramentas. Também pode não permitir a compensação do desgaste da ferramenta para garantir que a peça seja cortada com precisão, mesmo com uma ferramenta levemente desgastada.
A compensação do cortador usa o código G comp do cortador para definir o deslocamento real a ser executado. Esta pode ser a compensação do diâmetro da fresa ou a compensação do raio da fresa, dependendo do corte e do tamanho da ferramenta. A linha central é sempre definida com base no raio da ferramenta - menos, e a peça seria recortada.
Mas em geometrias ou contornos de peças complexas, a forma e a programação da ferramenta podem não cortar com a precisão necessária. É aqui que entra a compensação da fresa. Se o corte for igual ou menor que o raio da ferramenta, o raio da ferramenta é usado como offset. Se o tamanho da ferramenta e o corte necessário for maior que o raio, o desvio do diâmetro da ferramenta pode utilizar a linha central para determinar o melhor caminho.
Quando você deve usar a compensação do cortador?
As máquinas CNC executam o código G para determinar o caminho da ferramenta para o trabalho da peça. Mas, muitas vezes, pequenos ajustes precisam ser feitos para levar em conta a deflexão ou o desgaste da ferramenta. A compensação do cortador permite pequenos ajustes sem alterar as ferramentas ou reescrever o código G.
Ao adicionar manualmente o diâmetro da ferramenta no controle da máquina, a posição da ferramenta pode ser recalibrada. Muitas vezes não há necessidade de trocar as ferramentas ou reorganizá-las no carro.
Peças com contornos extensos ou geometrias complexas são frequentemente candidatas a componentes de corte. Um exemplo pode ser encontrado na discussão da dica de ferramenta. Como as coordenadas do centro da dica de ferramenta geralmente determinam as coordenadas de configuração, o programa pode não refletir as coordenadas reais da aresta de corte. Se a dimensão da peça afetar o corte na ponta, a compensação da fresa pode ser usada.
Como usar a compensação do cortador
A compensação do cortador pode ser usada de forma eficaz por máquinas CNC programadas manualmente e é uma ótima maneira de obter a precisão da peça sem troca excessiva de ferramentas e outros ajustes. No entanto, as máquinas CNC automatizadas também usam a composição do cortador para precisão. Ao usar códigos G, a compensação do cortador pode reduzir o tempo de produção, corrigir erros e exigir menos fresamento manual.
As máquinas CNC lerão as instruções do código G para determinar onde posicionar a ferramenta de corte em relação à peça e com base no diâmetro da ferramenta da qual obtém o raio. Dessa forma, os operadores podem inserir o diâmetro da ferramenta em vez de calcular manualmente a compensação do raio de corte a partir da mesa de compensação, reduzindo o erro humano e economizando tempo.
Aqui estão alguns dos códigos de ajuste:
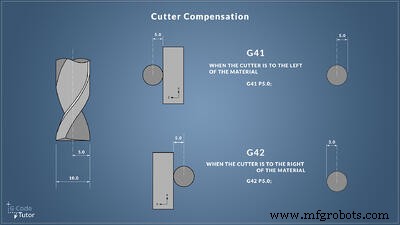
- O código G41 permitirá compensação esquerda à esquerda do caminho da ferramenta.
- O código G42 habilitará a compensação certa à direita do caminho da ferramenta.
- Se os códigos G tiverem um código de número D associado que segue o código G, o deslocamento usará o diâmetro. O número D informa à máquina qual ferramenta usar, e o controle da máquina CNC calcula o deslocamento usando o diâmetro da ferramenta.
 Fonte
Fonte
Se não houver código, a programação utilizará o raio da ferramenta. Esta distinção torna possível usar uma ferramenta maior para o corte que é necessário porque a compensação do raio da fresa e, portanto, o offset, pode ser determinado matematicamente pela máquina CNC.
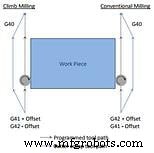
Fresagem Subida
A compensação da ferramenta necessária pode depender se a máquina usa fresamento concordante ou fresamento tradicional. No fresamento concordante, o corte está na mesma direção do avanço do material e a dica de ferramenta atinge a peça de trabalho no topo do corte. Este método requer menos recortar porque os cavacos ficam atrás do cortador. Também é mais eficiente no consumo de energia e as ferramentas duram até 50% mais.
Fresamento concordante é frequentemente usado em máquinas CNC automatizadas. Embora a folga seja sempre uma consideração, as peças podem ser trabalhadas com mais facilidade. Este processo produz um melhor acabamento superficial e requer menos compensação.
Fresagem Convencional
A maioria das fresadoras CNC modernas usam fresamento ascendente. Mas o fresamento convencional pode ser necessário se a peça de trabalho exigir encruamento, pois o método gera calor. Isso também causa mais desgaste da ferramenta, e o cortador pega grande parte dos cavacos cortados e os recorta à medida que o trabalho está sendo feito.
Máquinas CNC manuais que usam fresamento convencional podem ser programadas com compensação de corte usando uma mesa de compensação para resolver muitos problemas. O operador seleciona o valor da tabela de ferramentas e o insere. Isso ajuda a reduzir o aspecto manual de troca de ferramentas ou repasse contínuo para acabamento da peça de acordo com a especificação.
 Fonte:MachMotion
Fonte:MachMotion
Vários métodos de uso do Cutter Comp
O tipo e a finalidade da compensação da fresa dependem da direção da ação necessária. A maioria das máquinas CNC permite compensação em dois eixos, os eixos X/Y ou X/Z.
O raio da ferramenta de corte deve ser perpendicular à área de corte. A compensação da fresa também pode ser usada para contabilizar a diferença entre um caminho de ferramenta programado e o caminho de ferramenta real em relação ao diâmetro da ferramenta. Neste caso, a compensação seguirá o mesmo caminho da ferramenta.
Por exemplo, suponha que a ferramenta usada seja uma fresa reafiada com um diâmetro de 0,10 mm removido durante a afiação. Nesse caso, a compensação refaz o caminho da ferramenta usando o raio real e um deslocamento positivo para compensar e remover os 0,10 mm adicionais.
A compensação da fresa também é usada para contabilizar uma ferramenta com um diâmetro maior. A máquina CNC lerá o diâmetro real da ferramenta e ajustará com um valor negativo para permitir que a ferramenta de diâmetro maior faça o mesmo corte usando um deslocamento de diâmetro.
Automação e monitoramento facilitam a compensação do cortador
A compensação do cortador é usada por máquinas automatizadas acionadas por CNC e máquinas programadas manualmente. No entanto, considere os fatores envolvidos. A máquina deve ser programada com o código G41 ou G42 para realizar os movimentos de partida e partida necessários na compensação. Alternativamente, o comando G40 "Off" deve seguir para que a compensação não ocorra onde não é necessária.
Embora a compensação do cortador seja uma ferramenta poderosa para garantir peças de precisão, ainda está sujeita a erros humanos quando feita manualmente. Por exemplo, um operador pode programar compensação usando códigos P para informar o raio da ferramenta manualmente.
Mas isso requer conhecer o raio da ferramenta, saber que está em perfeitas condições e entender os requisitos de programação. Usando um código G41 ou G42, as máquinas CNC podem ser programadas para aplicar automaticamente a compensação do cortador com base na medição das variáveis. Isso economiza tempo e trabalho e reduz a chance de erro humano em cálculos manuais usando a tabela de ferramentas. Ao automatizar a compensação do cortador, as máquinas podem concluir o trabalho com mais precisão.
Aproveitando ao máximo suas ferramentas
Aproveitar uma solução de monitoramento de ferramentas pode ajudar os fabricantes de precisão a entender e explorar melhor a vida útil completa de suas ferramentas, evitar o tempo de inatividade devido a falhas catastróficas e trocas excessivas de ferramentas e reduzir significativamente as peças de sucata devido a ferramentas desgastadas.
A BC Machining, fabricante de peças metálicas fabricadas, estava produzindo quantidades tão grandes de sucata que foram forçadas a operar suas máquinas com 200% da capacidade apenas para atingir suas metas de produção. Sem saber quando as ferramentas estavam gastas ou prestes a quebrar, a BC Machining acumulou custos significativos com a produção de sucata e substituição de ferramentas quebradas.
Para evitar a produção de sucata e maximizar a vida útil da ferramenta, eles fizeram uma parceria com a MachineMetrics. Leia nosso estudo de caso para saber como a BC Machining praticamente erradicou a sucata do desgaste da ferramenta, reduziu significativamente seus tempos de troca e economizou US$ 72 mil por máquina anualmente.
Leia o estudo de caso completo.

Como calcular e melhorar a disponibilidade da máquina
IoT industrial é uma necessidade, não um “bom de se ter”
Tecnologia industrial
- O que é Fresamento? - Definição, Processo e Operações
- O que é o torno de cabrestante e torre?
- O que é a plaina? - Definição, peças e tipos
- O que é Usinagem NC? - Definição e Guia Básico
- O que é soldagem por fricção? - Processo e aplicação
- O que é Usinagem? – Definição, Processo e Ferramenta
- Guia para PCBs e IoT
- O que é um J-Hook no Punch e como ele pode ser evitado?
- O que é uma ferramenta pequena e um moedor de cortador?
- O que é uma ferramenta CNC e um triturador de corte?