


O que é a retificação sem centro? Quais são as diferenças entre o processo de retificação centrado e sem centro?
Todos nós conhecemos a retificação e devemos ter visto onde as superfícies altamente acabadas são necessárias. A retificação é um tipo de processo de usinagem que é feito por meio de abrasivos. Se falamos de retificação sem centro, então algo é esclarecido pelo nome que este tipo de retificação não possui nenhum tipo de centro fixo, ou seja, a retificação centerless não possui nenhum acessório para localizar e fixar a peça de trabalho em uma posição fixa. Também é um tipo de processo de usinagem que é usado para fornecer uma superfície lisa para a peça de trabalho.
Retificação sem centro:
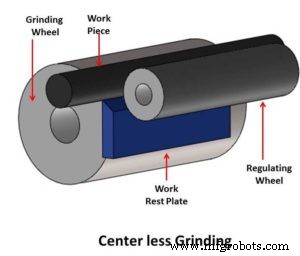
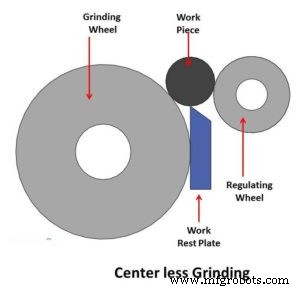
No centro, menos retificação, a peça de trabalho não é fornecida com um centro fixo ou qualquer tipo de mandril. A peça de trabalho gira entre dois rolos; ambas as rodas giram na mesma direção com diferentes velocidade. Um rebolo é conhecido como rebolo e o outro é conhecido como rebolo regulador. A peça de trabalho não é fornecida com nenhum acessório de movimento e o rebolo regulador fornece movimento à peça de trabalho. rebolos. O rebolo regulador é colado com borracha e aplica uma pressão lateral na peça de trabalho para evitar o sono. A velocidade relativa entre o rebolo e o rebolo regulador é responsável pela remoção do material por ação de cisalhamento. O rebolo gira em torno de um eixo fixo e tem maior velocidade angular em relação à peça de trabalho. Somente o rebolo é responsável pela usinagem, o rebolo regulador aplica apenas pressão externa para a retificação adequada; fornece avanço linear à peça de trabalho. O rebolo de regulagem não é fixo em seu eixo, é móvel para que o contato adequado seja mantido entre a peça de trabalho e o rebolo. A peça de trabalho é colocada sobre a placa de apoio de trabalho fixa e o rebolo junto com o rebolo regulador envolve o ajuste da posição de uma peça de trabalho.
A retificação sem centro pode ser classificada em dois tipos, ou seja, retificação sem centro externa e retificação sem centro interna. Estamos familiarizados com a retificação externa que é usada para o acabamento da superfície externa das peças de trabalho mas a retificação sem centro interno tem algumas aplicações especiais, como retificação de furos para os eixos e outras operações de acabamento interno.A configuração da retificação sem centro interno é bastante complicada em comparação com a retificação sem centro externa.
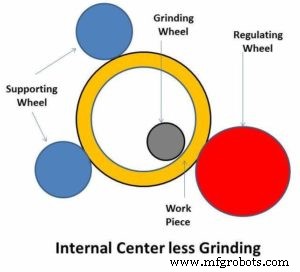
Possui quatro rebolos giratórios que são conhecidos como rebolo de pressão, rebolo de suporte, rebolo regulador e rebolo. O rebolo é mantido dentro da peça de trabalho, pois é uma operação de retificação interna três rodas giram fora da peça de trabalho. A roda de rolo de pressão aplica uma pressão uniforme do lado de fora e a roda de suporte suporta a peça de trabalho durante a operação de retificação. A função da roda de regulagem é a mesma mencionada acima.
Diferença entre a retificação central e sem centro :
O objetivo principal de ambos os tipos de retificação é o mesmo, mas o processo é diferente. Ambos os processos têm suas próprias aplicações, vantagens e desvantagens. Com base nas operações de trabalho, seguem algumas diferenças entre o centro e retificação sem centro.
| Retificação central | Retificação sem centro |
| 1. | No centro da peça de trabalho de retificação tem centro fixo | No centro, as peças de trabalho menos retificadas não têm uma posição central fixa. |
| 2. | A peça de trabalho é mantida entre os dois centros no mandril e tendo o eixo em linha com o eixo de um mandril. | A peça de trabalho é colocada entre as duas rodas giratórias para as operações de usinagem conforme mencionado acima. |
| 3. | A peça de trabalho é girada por meio do cabeçote da máquina-ferramenta, mas em alguns casos, a peça de trabalho pode estar estacionária apenas o rebolo girando. | No centro, menos retificação, a peça de trabalho é girada por meio do rebolo regulador e apenas do rebolo. |
| 4. | A peça de trabalho é mantida nas garras fixas, por isso o carregamento e descarregamento da peça de trabalho é um processo bastante complicado e demorado. | Neste caso, o carregamento e descarregamento da peça de trabalho são muito fáceis e consomem menos tempo em comparação com a operação de retificação central devido a este tempo de configuração ser reduzido. |
| 5. | Não é muito econômico para produções em massa se comparado com a retificação sem centro. | É adequado e muito econômico para produção em massa. |
| 6. | Usando a retificação central, qualquer formato e tamanho da peça de trabalho pode ser usinado com melhor precisão e acabamento. | Com o centro menos retificado apenas peças de trabalho de forma cilíndrica usinadas. Não pode usinar superfícies planas. |
Trata-se de retificação sem centro. Se você tiver alguma dúvida sobre este artigo, pergunte comentando. Se você gostou deste artigo, não se esqueça de compartilhá-lo nas redes sociais. Assine nosso site para mais artigos informativos. Obrigado por lê-lo.
Processo de manufatura
- Qual é a diferença entre nuvem e virtualização?
- Qual é a diferença entre sensor e transdutor?
- Qual é a diferença entre FRP e fibra de vidro?
- Qual é a diferença entre parafusos e parafusos?
- Qual é a diferença entre os flanges FF e RF?
- Qual é a diferença entre bronze de cobre e latão?
- Qual é a diferença entre um TS e um HSS?
- Quais são as diferenças entre retificação sem centro e cilíndrica?
- Uma introdução às retificadoras de rolos CNC:o que são e como funcionam?
- Diferença entre o processo de usinagem tradicional e não tradicional