


Programação em 5 eixos:programação com vetores de ferramentas?
Ao programar em 5 eixos, temos duas opções distintas que podemos usar para comandar movimentos e posições rotativas. Podemos produzir os dados usando ângulos rotativos ou vetores de ferramentas. Embora cada um tenha seus prós e contras, eu preferiria configurar um pós-processador para gerar esses comandos rotativos como vetores de ferramenta IJK, em vez dos ângulos rotativos do eixo ABC mais comuns, se houver opção.
O uso de vetores de ferramenta IJK torna o programa independente de qualquer configuração de máquina específica. Como não estamos comandando nenhuma chamada de eixo específica (A, B ou C), a máquina está livre para usar os eixos disponíveis para posicionar a ferramenta na posição comandada e no ângulo de inclinação. Essa liberdade permite que o mesmo programa de peças seja compartilhado entre várias máquinas diferentes na oficina – independentemente da configuração da máquina – e pode oferecer uma enorme liberdade ao programar trabalhos no chão de fábrica.
Os vetores de ferramentas também podem facilitar a criação do pós-processador. Ao programar um percurso de 5 eixos usando um sistema CAM, o software calculará automaticamente os movimentos comandados internamente usando vetores de ferramenta. Portanto, seria lógico que um pós-processador que pudesse simplesmente produzir esses movimentos criados anteriormente, sem ter que traduzi-los, seria muito mais simples de criar. Se configurarmos o post para traduzir cada movimento em um comando de eixo A, eixo B ou eixo C, o pós-processador terá que fazer mais trabalho - e, por sua vez, será mais complexo e levará mais tempo para configurar e teste.
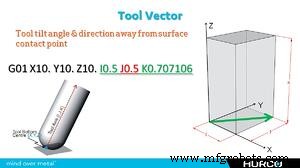
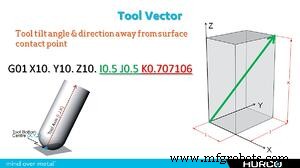
Então, o que é um vetor de ferramenta? Os vetores da ferramenta são simplesmente valores IJK em um programa, adicionados ao final de uma posição XYZ, que determinam qual ângulo e direção a ferramenta deve inclinar para longe da posição XYZ comandada. Por exemplo:um comando de vetor de ferramenta de G01 X10. Y10. Z10. I0.5 J0.5 K0.707106 seria a mesma ferramenta e posição do eixo que chamar G01 X10. Y10. Z10. B45. C45…sem ter que chamar comandos de eixo específicos. O segundo comando SÓ pode ser utilizado em uma máquina com configuração de máquina BC.
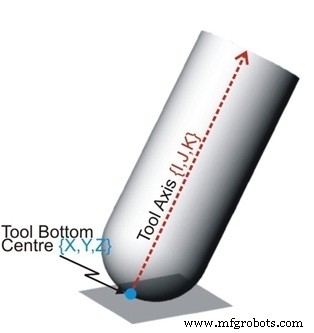
Embora os pontos de dados vetoriais da ferramenta NÃO sejam distâncias medidas e não tenham unidade de medida associada a eles, é assim que os vejo em minha mente ao tentar visualizar um ângulo de inclinação comandado da ferramenta. As três letras usadas em um vetor correspondem aos três eixos da máquina…I cai ao longo do eixo X, J ao longo do eixo Y e K está na direção do eixo Z. No exemplo abaixo, apenas para fins de visualização, vamos supor que cada token IJK seja uma medida em polegadas. A partir do ponto de contato da ferramenta XYZ, suponha um ponto no espaço que seja 0,50" positivo no eixo X, 0,50" positivo no eixo Y e 0,70716" para cima na direção Z positiva. Agora, em sua mente, imagine uma linha que começa no centro da ponta da ferramenta e se estende para cima através do ponto no espaço que foi criado pelos tokens IJK. Esse seria o ângulo de inclinação comandado e a direção da ferramenta. É tão fácil!

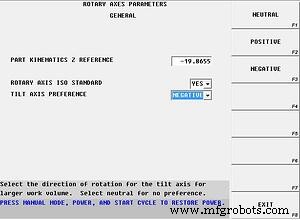
Há uma última coisa que devemos discutir ao falar sobre o uso de vetores de ferramentas para programar em 5 eixos. Quando você permite que a máquina determine como ela usará seus eixos rotativos disponíveis para posicionar a ferramenta no ângulo de inclinação comandado, e reconhecemos que existem pelo menos duas soluções aceitáveis para cada combinação de 5 eixos, temos que determinar um forma de forçar o controle a escolher o que melhor se adapta à configuração individual da máquina. Fazemos isso aplicando algo chamado “preferência de eixo de inclinação”… uma configuração dentro dos parâmetros de controle para cada controle de máquina-ferramenta capaz de programar com entrada vetorial de ferramenta.
A preferência do eixo de inclinação é usada para forçar a solução do comando atual de 5 eixos que é a direção de rotação mais adequada para a máquina na qual o programa está sendo executado. Por exemplo:em uma máquina de munhão, onde o eixo A pode inclinar 110 graus na direção negativa, mas apenas 30 graus na direção positiva (como qualquer uma das máquinas de munhão de 5 eixos Hurco), precisamos fazer o que pudermos para “forçar” o controle a sempre inclinar-se negativamente quando possível... garantindo que temos deslocamento de eixo suficiente para completar o movimento.

Máquina cnc
- Ponteiros de funções em programação C com exemplos
- Python - Programação de extensão com C
- Programando ATtiny85 com Arduino Uno
- CNC de 5 eixos:programação de planos de transformação de 5 eixos usando vetores IJK UVW
- Programação de 5 eixos:compreensão do eixo da ferramenta e controles de colisão
- Programação de 5 eixos mais fácil com ASR
- Torno de ferramenta de grupo com base de polímero--SNK
- Torneio reinventado com PrimeTurning
- Corte com usinagem do eixo Y
- Deslocamento de ferramenta em torno CNC com controle Fanuc