


Ciclo de giro G90
Formato de ciclo de giro G90
O ciclo de torneamento G90 é chamado com muitos nomes como,
G90 Ciclo fixo, G90 Ciclo de corte reto, G90 Ciclo de torneamento em desbaste, G90 Ciclo fixo de torneamento em desbaste, G90 Ciclo de caixa.
O ciclo de torneamento G90 é usado para torneamento simples, no entanto, passes múltiplos são possíveis especificando a localização do eixo X de passes adicionais.
Relacionado: Ciclo de torneamento G90 Fanuc - Código de exemplo de programa CNC
O ciclo fixo de torneamento bruto G90 pode ser usado para
- Gira reta.
- Operação chata.
- Corte cônico.
Programação
G90 X... Z... I...
ou
G90 X... Z... R...
Parâmetros
| Parâmetro | Descrição |
|---|---|
| X | Diâmetro a ser cortado. |
| Z | Ponto final no eixo z. |
| Q | Ângulo no ponto de partida. |
| I ou R | Distância e direção do cone (valor do raio). |
Nota – alguns controles cnc usam “I” para conicidade no ciclo de corte reto G90 e alguns controles cnc mais recentes usam “R” para valor de conicidade.
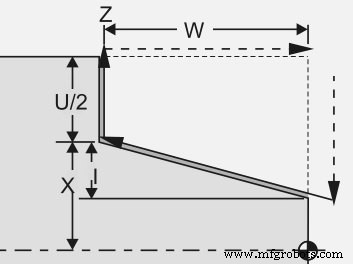
Valores incrementais
Você pode usar valores incrementais como U e W em vez de X e Z no ciclo de torneamento G90.
G90 U... W...
U – distância incremental do eixo x até o alvo.
W – distância incremental do eixo z até o alvo.
Trabalho/ Operação
- Leve a ferramenta para a posição inicial.
- Faça o corte com o ciclo de torneamento G90, fornecendo valores X Z
- Faça cortes/passes extras apenas fornecendo valores do eixo X (passes extras são opcionais)
- Termine o ciclo de giro G90 fazendo um comando de movimento com G00, G01 etc.
O ciclo de torneamento G90 nos dá a capacidade de controlar cada profundidade de passe.
Exemplo de programa CNC
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
Explicação do código
Como você pode ver no código do programa cnc acima,
O primeiro corte é feito em X51
O segundo corte é feito em X46
O terceiro corte é feito em X41
…
O último corte é feito em X30
Cancelamento do ciclo de giro G90
O ciclo de torneamento G90 é um código G modal.
Código G “modal” significa que permanecem em vigor até serem cancelados ou substituídos por um código G contraditório.
Isso significa que o ciclo de torneamento G90 permanece ativo até que outro comando de movimento seja dado como G00, G01 etc. Como no exemplo de programa cnc acima, o código G90 G é cancelado com o código G30 G.
Simplificando, o ciclo de giro G90 deve ser finalizado com um comando de movimento como G00, G01 etc.
Ciclo de giro G90 x Ciclo de giro G71
O ciclo de torneamento G90 só pode fazer cortes retos e cônicos, você não pode cortar nenhum arco (interpolação circular) com o ciclo de torneamento G90.
Em vez disso, o ciclo de torneamento G71 corta reto, afunilado e em arco também.
Máquina cnc
- Serviços de torneamento CNC de precisão
- Torneamento de Fresamento
- Diferenças de torneamento de fresamento
- Serviços de fresamento e torneamento
- Automação de Torneamento de Fresamento
- O QUE É TURNAGEM DIFÍCIL?
- Fanuc G70 G71 Exemplo de programa de ciclo de torneamento de desbaste e acabamento
- Torneamento cônico com ciclo de torneamento modal G90 – código de exemplo CNC
- G71 Ciclo de torneamento bruto Formato de uma linha
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC