


Exercício de torneamento CNC usando o ciclo de torneamento G71
Enviado por:Vikram
Resumo
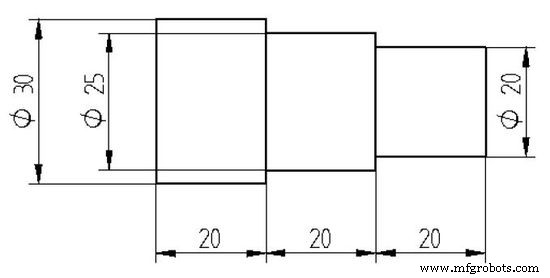
Escreva um programa ISO para a operação de torneamento escalonado do componente mostrado na figura usando ciclos fixos. O diâmetro da peça de trabalho =30mm
Desenho/Imagem
Programa CNC
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
Exercício do programa de torno CNC para iniciantes Ciclo de torneamento G71
Exercício do programa fresadora CNC Fresamento lateral Perfuração Fresamento de canal
Máquina cnc
- Ciclo de repetição de padrão CNC Fanuc G73 Exemplo de programa CNC
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- Torneamento cônico com ciclo de torneamento modal G90 – código de exemplo CNC
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Ciclo de giro G90
- G71 Ciclo de torneamento bruto Formato de uma linha
- Ciclo de torneamento G20 – Torno CNC Fanuc 21 TB
- G71 Ciclo de Desbaste Longitudinal Mazak CNC Exemplo de Programação Básica
- Códigos Anilam G – Controles CNC 4200T para torneamento
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC