


Bloco de programa CNC
Este artigo não é apenas para mecânicos cnc de nível iniciante, outros podem lê-lo como uma atualização de suas habilidades de programação cnc.
Ao ver um programa cnc em uma máquina cnc, seja um torno cnc, fresa cnc, retificadora cnc, você verá uma coisa em blocos de programa CNC comuns.
Blocos de programa CNC
Cada programa cnc é uma sequência de muitos blocos de programa cnc que são escritos juntos para formar um caminho de ferramenta completo para uma ou mais ferramentas.
Este caminho de ferramenta diz à máquina cnc como um maquinista cnc deseja que seu componente seja usinado.
Cada bloco de programa cnc adiciona/altera/modifica algumas informações úteis a um programa cnc.
Controle CNC Fanuc
Estrutura de um bloco de programa CNC
Um bloco de programa cnc é normalmente escrito como
03
Como você pode ver no bloco de programa cnc acima, estas são seis palavras separadas por espaços.
Cada palavra é um grupo de caracteres alfanuméricos,
cada palavra é liderada por um caractere como acima N, G, X, Y , F, M
e a parte restante consistem em algum valor numérico assinado/sem sinal, como acima, dê 50, 01, 100, –50,02, 100, 08
Comandos de Programação CNC
Cada uma dessas palavras tem um valor muito importante na programação CNC
Você pode ver essas palavras como comandos ou instruções, há muitos comandos,
alguns são padrão que são comumente encontrados em um programa CNC para qualquer CNC controle da máquina.
alguns dependem da máquina cnc e do controle cnc, variando de controle cnc para controle.
Mas a essência é que um maquinista cnc deve pelo menos conhecer/entender alguns dos comandos de programa cnc amplamente usados.
N50 G01 X100 Y-50.02 F100 M08
(este é o mesmo código de programa cnc fornecido acima)
Números de sequência N em blocos de programa CNC
N50 - é o número de sequência, na palavra real você vê muitas listas que são escritas com números de série, por que os números de série são dados, eles apenas facilitam a classificação, pesquisando tarefas semelhantes.
da mesma maneira que cada bloco de programa cnc é recebe um número de série para facilitar a pesquisa e organização dos blocos de programa cnc.
Você (maquinista CNC) não é obrigado a usá-los, você pode até mesmo escrever programas CNC sem usar números de sequência (N). programação de ciclo fixo você verá que não podemos programar sem número de seqüência (ou pelo menos temos que numerar pelo menos um ou dois blocos de programa cnc G71, G72).
Programação de Código G
Em seguida, vem a próxima palavra G01
Cada palavra do programa cnc que começa com o G inicial é chamada de código G.
Os códigos G são amplamente usados / compreendidos. (os controles cnc mais recentes nos fornecem outras maneiras de programar, mas ainda fornecem uma maneira de programar no estilo G-Code convencional).
Cada código G tem uma vasta funcionalidade e sequência de operação associada a ele que cada código G pode exigir um tutorial completo para explicar seu funcionamento.
Muitos já são brevemente explicados aqui, mesmo com código de exemplo de programa que mostra use dentro do programa cnc.
G01 é o código G para Interpolação Linear, o que significa que você deseja que a máquina-ferramenta cnc vá para uma posição específica com um avanço controlado (leia abaixo Avanço da ferramenta)
pois você deve informar a posição específica e a quantidade de avanço .
Posicionamento
N50 G01 X100 Y-50.02 F100 M08
(este é o mesmo código de programa cnc fornecido acima)
depois de G01 você vê X100
X denota um eixo da máquina CNC.
O torno CNC normalmente tem dois eixos X e Z
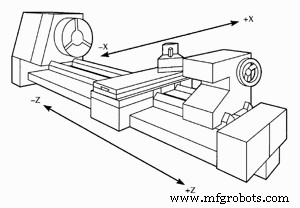
Torno CNC Eixo X, Z
A fresadora CNC normalmente tem três eixos X, Y, Z
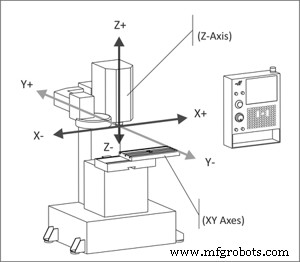
Fresa CNC Eixo X Y Z
como X100 significa que você deseja que a ferramenta se mova 100 (mm ou polegada pode ser definido pelo código G) na direção do eixo X.
então vem Y-50.02
isso diz à máquina cnc para mover a ferramenta para –50,02 (mm ou polegada) na direção do eixo Y.
Alimentação de ferramentas
F100 aqui F significa Feed, Cada comando de movimento requer que o Feed seja fornecido para que a ferramenta possa ser movida com essa quantidade de avanço para uma determinada posição.
A alimentação é dada como Alimentação por Minuto ou Alimentação por Revolução.
Código M na Programação CNC
M08 aqui M significa código M (código diversos).
Você pode pensar que os códigos M são códigos de máquina, pois eles controlam principalmente o comportamento das máquinas CNC.
Existem muitos códigos M, alguns são encontrados em cada controle de máquina cnc como M08 este é o código para ordenar a máquina cnc para abrir o refrigerante (Coolant ON), pois para girar o fuso usamos M02 ou M03 para parar o fuso usamos M05.
Como conectar Haas CNC ao PC e laptop
Como fresar código de exemplo de programa CNC de círculo completo
Máquina cnc
- 6 maneiras fáceis de otimizar o programa CNC
- Salto de bloco opcional CNC
- Exemplo de programa CNC Fanuc
- Parada do programa CNC M-Code M00
- Exemplo de programa de ciclo de furação CNC G81
- Programa de exemplo de fresagem CNC
- Fresamento de canal um exemplo de programa CNC
- Exemplo de ciclo de rosqueamento G84 Programa CNC
- Como fazer um programa CNC?
- Anilam CNC Program Comments