


Hust CNC Mill G90 Coordenadas Absolutas G91 Exemplo de Coordenada Incremental
Exemplo de programa de código G básico simples do Hust CNC, que mostra a diferença entre a Coordenada Absoluta G90 e a Coordenada Incremental G91.
Este tutorial também se aplica à maioria dos controles CNC da Fanuc.
Este é um bom recurso para que os mecânicos e programadores CNC de nível iniciante entendam a diferença entre G90 e G91.
Nos Controles da Fresadora CNC Hust
Código G90 é usado para Coordenada Absoluta
Código G91 é usado para Coordenada Incremental.
G90 Coordenada Absoluta
A origem (Ponto Zero da Peça de Trabalho) é a referência. As coordenadas de todos os pontos que descrevem a forma da peça de trabalho (parte da máquina) são calculadas a partir da origem.
G91 Coordenada Incremental
As coordenadas de todos os pontos que descrevem a forma da peça de trabalho (peça da máquina) são calculadas a partir do ponto final do bloco anterior.
Flexibilidade CNC Hust
G90 Coordenada Absoluta
No modo de Coordenadas Absolutas G90
X é usado para movimentos Absolutos do eixo X.
Y é usado para movimentos Absolutos do eixo Y.
Z é usado para movimentos Absolutos do eixo Z.
Mas no modo de Coordenada Absoluta G90 U, V, W pode ser usado para comandos de movimento incremental do eixo
U é usado para movimentos incrementais do eixo X.
V é usado para movimentos incrementais do eixo Y.
W é usado para movimentos incrementais do eixo Z.
Então, em resumo, se você estiver trabalhando no modo de coordenada absoluta G90, se desejar, poderá fazer movimentos incrementais usando U, V, W.
G91 Coordenada Incremental
No modo de Coordenada Incremental G91
X é usado para movimentos incrementais do eixo X.
Y é usado para movimentos incrementais do eixo Y.
Z é usado para movimentos incrementais do eixo Z
No modo de Coordenada Incremental G91, U, V, W não podem ser usados.
Exemplo de Programa CNC
Hust CNC Mill G90 Coordenadas Absolutas G91 Exemplo de Coordenada Incremental
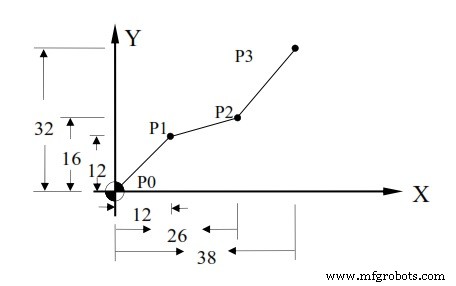
G90 Coordenada Absoluta
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 Coordenada Incremental
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
G90 Coordenada Absoluta
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
Uso misto
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
Ou
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
Siemens Sinumerik CYCLE83 Ciclo de Perfuração Peck de Furo Profundo
Códigos-M do controlador de torno CNC Hust H6C-T
Máquina cnc
- Torneamento cônico com ciclo de torneamento modal G90 – código de exemplo CNC
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
- Programação de Fresadora CNC Incremental Absoluto G90 G91 Código de exemplo
- Códigos G da fresadora CNC Haas
- Como fresar código de exemplo de programa CNC de círculo completo
- Pecking Fresadora CNC – Exemplo de Repetição do Subprograma Fanuc
- Maquinistas CNC iniciantes um exemplo básico de ciclo fixo CNC G90
- Programa Sinumerik Mill – Comandos de Dimensões Absolutas G90 AC
- Posições absolutas e incrementais da peça Heidenhain com exemplo