


Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
Este exemplo de programa CNC explica o uso do ciclo de furação G81, mas desta vez a ferramenta não está posicionada da maneira usual (modo de programação absoluta G90), mas desta vez o modo de programação incremental G91 é usado.
Este código de exemplo de programação também explica o uso do parâmetro K do ciclo de perfuração G81 (número de repetições), que normalmente não é usado.
Formato do ciclo de perfuração G81
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:Dados de posição do furo
Z_ :Profundidade Z (a ferramenta se deslocará com avanço até a profundidade Z começando no plano R)
R_ :A distância do nível inicial ao nível do ponto R
F_ :Avanço de corte
K_ :Número de repetições (se necessário)
Parâmetro K do ciclo de perfuração G81 (número de repetições). Em diferentes controles cnc, este parâmetro tem letras diferentes atribuídas a ele, como on,
- Fanuc usa a letra K para o número de repetições.
- O CNC da Haas usa a letra L para o número de repetições.
- Fagor CNC Control usa a letra N para o número de repetições.
O movimento incremental no ciclo fixo geralmente é útil como uma contagem de loop, que pode ser usada para repetir a operação com um movimento incremental X ou Y entre cada ciclo.
Ciclo de Furação Código CNC G81 com Programação Incremental G91
Ciclo de Perfuração G81 - Repita a Perfuração no Modo Incremental G91 Código de Exemplo
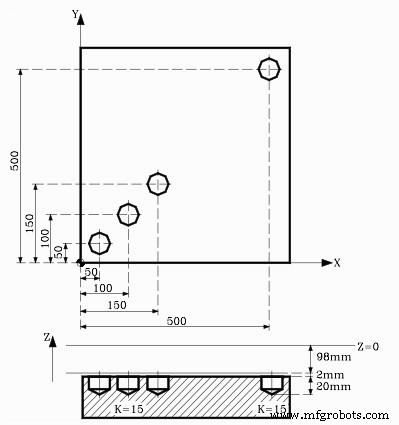
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
Explicação
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 significa que o ciclo de furação G81 será repetido três vezes.
O modo incremental G91 faz com que a ferramenta se mova todas as vezes X50 e Y50
Então o primeiro buraco será em X50 Y50
O segundo furo será em X100 Y100 porque
X100 =X50(valor anterior) + X50 (incremento)
Y100 =Y50(valor anterior) + Y50 (incremento)
O terceiro furo será em X150 Y150 porque
X150 =X100(valor anterior) + X50 (incremento)
Y150 =Y100(valor anterior) + Y50 (incremento)
N50 G98 G90 G00 X500 Y500
A posição do quarto furo é fornecida com o modo de programação absoluta G90.
O código acima só é possível se você usar o modo de programação incremental G91 com o ciclo de furação G81, mas se você tentar usar o modo de programação absoluta G90 com G81 como acima, verá que a ferramenta repetirá a furação na mesma posição.
Catálogo Sandvik Coromant pdf Download grátis
Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
Máquina cnc
- Torneamento cônico com ciclo de torneamento modal G90 – código de exemplo CNC
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Exemplo de programa de ciclo de furação CNC G81
- Programação de Fresadora CNC Incremental Absoluto G90 G91 Código de exemplo
- Placa de grade de furação com ciclo de furação G81 – Exemplo de programa CNC
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC
- ECS G81/3 – Ciclo de perfuração de 3 camadas
- Ciclo de perfuração padrão ECS G81