


Ciclo de Mandrilamento Fanuc G85 – Programação de Fresadora CNC
O ciclo de mandrilamento Fanuc G85 também é chamado de ciclo de mandrilamento Fanuc G85.
Como o ciclo de mandrilamento Fanuc G85 pode ser usado para operação de mandrilamento.
Ciclo de mandrilamento Fanuc G85 - Ciclo de alargamento
A ferramenta percorre até a profundidade final com avanço e retrai o plano de retirada com avanço.
Formato de ciclo de mandrilamento Fanuc G85
G85 X Y Z R F K
X Y – Posição do furo
Z – Profundidade do mandrilamento (Absoluto).
R – Posição inicial da ferramenta acima do furo.
F – Avanço de corte
K – Número de repetições (se necessário )
Ciclo de Perfuração Fanuc G85
Operação do ciclo de perfuração Fanuc G85
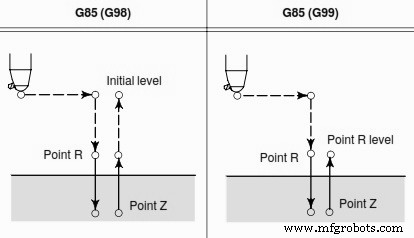
1 – Após o posicionamento ao longo dos eixos X e Y, o deslocamento rápido é executado até o ponto R.
2 – O mandrilamento/alargamento é executado do ponto R até o ponto final de profundidade Z com o avanço F especificado.
3 – Após completar a profundidade Z com o avanço F, a ferramenta retorna com o mesmo avanço F.
O plano de retorno depende dos códigos G G98 e G99.
Se G98 for especificado com o ciclo de mandrilamento G85, a ferramenta retornará ao nível inicial.
Se G99 for especificado, a ferramenta retornará ao nível R.
Programa de exemplo de ciclo de mandrilamento Fanuc G85
M3 S100 G90 G99 G85 X300. Y–250. Z–150. R–120. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
One Shot G-Codes – Aprenda programação de código G
Exemplo de programa Sinumerik CYCLE81 Ciclo de furação – torneamento CNC
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- CNC Fanuc G72 Revestimento de ciclo fixo
- Ciclo de ranhura CNC Fanuc G75
- Ciclo de repetição do padrão CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de rosqueamento CNC Fanuc G92
- Exemplo de programação de torno CNC Fanuc
- Ciclo de mandrilamento ECS G85