


Ciclo de mandrilamento Fanuc G85
O ciclo de mandrilamento G85 é usado para mandrilar um furo.
Sintaxe
G85 X... Y... Z... R... F... K...
| Parâmetro | Descrição |
|---|---|
| X | Posição do furo no eixo x. |
| S | Posição do furo no eixo y. |
| Z | Profundidade, tocando do plano R para a profundidade Z. |
| R | Posição do plano R. |
| K | Número de repetições do ciclo (se necessário). |
| F | Avanço. |
Uma vez dado no programa G85, o ciclo de furação é repetido a cada movimento do eixo até que G80 seja dado no programa para finalizar este ciclo.
Uso
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G85 X60 Y28 Z-15 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Trabalhando
Breve descrição de como funciona o ciclo de mandrilamento G85,
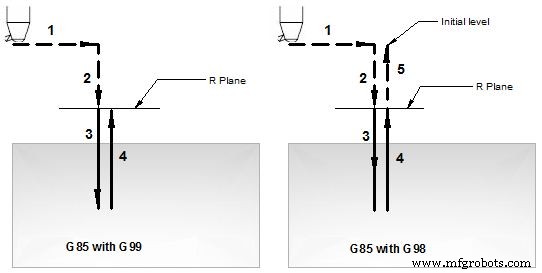
Funcionamento do ciclo de furação G85
1- Deslocamento rápido para a posição X, Y.
2- Deslocamento rápido para o plano R.
3- Mandrilamento com avanço do plano R para a profundidade Z.
4- Retração com avanço da profundidade Z ao plano R.
Se G99 é fornecido, o mandrilamento deste furo termina.
5- Deslocamento rápido ao nível inicial somente se G98 é fornecido no programa de usinagem com G85.
Modos G98 G99
Como o ciclo de mandrilamento G85 se comporta no modo G98 ou G99,
A ferramenta de mandrilamento G98 retornará ao nível inicial
A ferramenta de mandrilamento G99 retornará ao plano R.
Para um exemplo de trabalho, consulte o ciclo de furação G81.
Perfuração repetida
Se o valor do parâmetro K for dado com o ciclo de mandrilamento G85, então o mandrilamento repetirá o número de vezes dado com K. Veja o exemplo do ciclo de furação G81.
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Rosqueamento cônico com ciclo de rosqueamento Fanuc G76
- Ciclo de ranhura CNC Fanuc G75
- Ciclo de repetição do padrão CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de rosqueamento CNC Fanuc G92
- Fanuc G75 Ciclo de ranhura Formato de uma linha
- Lista de códigos G da Fanuc
- Ciclo de mandrilamento ECS G85