


CNC Fanuc G72 Revestimento de ciclo fixo
Ciclo de faceamento Fanuc G72
Se você passou algum tempo na máquina cnc com controle fanuc na oficina de máquinas cnc, certamente pode ter usado o G72 Fixed Cycle Facing e ciclo de torneamento cnc G71.
Porque a programação do ciclo cnc no controle fanuc cnc é simplesmente fácil.
Por que usamos ciclos cnc, leia os prós e contras dos ciclos de programação cnc. Neste post vou detalhar o uso e programação do Revestimento de Ciclo Fixo G72 no controle fanuc cnc.
Para o ciclo de torneamento Fanuc G71, leia este artigo sobre o G71.
O controle CNC Fanuc é amplamente utilizado, sem dúvida um dos controles CNC favoritos dos programadores CNC, devido à sua facilidade de programação e durabilidade.
Programação
G72 W R G72 P Q U W
Parâmetros
Primeiro bloco
| Parâmetro | Descrição |
|---|---|
| W | Profundidade de corte. |
| R | Valor de retorno após a conclusão de um corte. |
Segundo Bloco
| Parâmetro | Descrição |
|---|---|
| P | Número do bloco inicial do contorno. |
| Q | Número do bloco final do contorno. |
| U | Tolerância de acabamento no eixo x. |
| W | Tolerância de acabamento no eixo z. |
| S | Velocidade do fuso durante o ciclo G71. |
| F | Velocidade de avanço (substitui as taxas de avanço fornecidas entre o bloco P e o bloco Q) |
| S | Velocidade do fuso (substitui a velocidade do fuso dada entre o bloco P e o bloco Q) |
Notas
P &Q – Os blocos do programa CNC entre o número do bloco P e o número do bloco Q serão repetidos até que a dimensão final não seja atendida.
F (velocidade de avanço) – O benefício de usar F (velocidade de avanço) no segundo bloco G72 é que, durante o ciclo de faceamento, a máquina usará essa taxa de avanço e ignorará quaisquer taxas de avanço fornecidas entre o bloco P e o programa do bloco Q.
A taxa de avanço fornecida entre o bloco P e o programa do bloco Q só será usada se você chamar G70 Ciclo de Acabamento mais tarde no programa com os mesmos números de bloco P e bloco Q.
Esta é uma maneira muito útil para o maquinista cnc oportunidade de manter taxas de avanço diferentes para “cortes de faceamento desbaste” e “corte de acabamento final”.
S (velocidade do fuso) – funciona da mesma forma para manter diferentes velocidades para cortes de desbaste e corte de acabamento.
Exemplo de ciclo de faceamento Fanuc G72
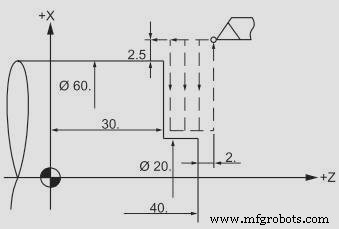
Revestimento de ciclo fixo CNC Fanuc G72
N5 G00 X65 Z42 N6 G72 W2 R2 N7 G72 P8 Q9 U0 W0 F0.3 N8 G00 Z30 N9 G01 X20
Programação CNC para iniciantes um exemplo simples de programação CNC
Exemplo de programação de torno CNC
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Ciclo de ranhura CNC Fanuc G75
- Ciclo de repetição do padrão CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de rosqueamento CNC Fanuc G92
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- G75 Ciclo Fixo Ranhura Exemplo de Programação CNC
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Ciclo de faceamento G72 Formato unifilar para Fanuc 10T 11T 15T