


Ciclo de Perfuração Peck de Alta Velocidade Fanuc G73 – Ciclo de Perfuração com Quebra de Cavacos
Ciclo de Perfuração Peck de Alta Velocidade Fanuc G73
O ciclo Fanuc G73 High Speed Peck Drilling realiza furação em alta velocidade. Ele executa um avanço de corte intermitente até o fundo de um furo enquanto remove os cavacos do furo.

O ciclo de perfuração Peck de alta velocidade Fanuc G73 também é chamado de ciclo de perfuração de quebra de cavacos Fanuc G73. O Ciclo de Perfuração Peck de Alta Velocidade Fanuc G73 é usado no controle Fanuc com fresadoras CNC.
Programação
G73 X Y Z R Q F K
G73 é um código G modal, portanto, permanece em vigor até ser cancelado.
Parâmetros
| Parâmetro | Descrição |
|---|---|
| X Y | Dados de posição do furo |
| Z | Profundidade Z (alimentação até a profundidade Z a partir do plano R) |
| R | A distância do nível inicial ao nível do ponto R (Posição do plano R) |
| Q | Profundidade de corte para cada avanço de corte (profundidade de cada passo) |
| F | Avanço de corte |
| K | Número de repetições (se necessário) |
Ciclo de operação
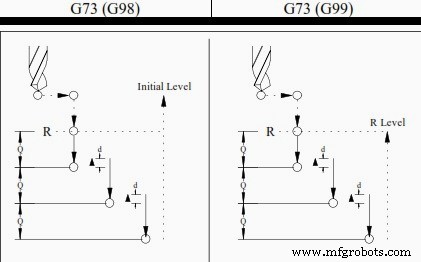
A ferramenta mergulha na peça de trabalho para o avanço Q, recua (retração) 1 mm para quebrar os cavacos, mergulha novamente até atingir a profundidade final e então retrai com avanço rápido. Retração A quantidade de retração pode ser definida no parâmetro 5114
G98 G99
Quando G98 está ativo, o eixo Z retornará à posição inicial (plano inicial) ao concluir uma única operação. Quando G99 estiver ativo, o eixo Z retornará ao ponto R (plano) quando o ciclo fixo completar um único furo. Então a máquina irá para o próximo furo. Geralmente, G99 é usado para a primeira operação de perfuração e G98 é usado para a última operação de perfuração
Cancelar G73
Para cancelar o ciclo fixo do Fanuc G73, use G80 ou um código G do grupo 01. Grupo 01 Códigos G G00 :Posicionamento (transporte rápido) G01 :Interpolação linear G02 :Interpolação circular ou interpolação helicoidal (CW) G03 :Interpolação circular ou interpolação helicoidal (CCW)
Exemplo de programa
O seguinte código de exemplo de ciclo de furação de quebra de cavacos Fanuc G73 mostra como usar o ciclo de furação G73 e como usar o código G G98 e G99 com o ciclo G73.
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
Fanuc G74 Ciclo de rosqueamento pica-pau esquerdo – Fresadora CNC
CERATIZIT Catálogos Torneamento Fresamento Rosqueamento Furação
Máquina cnc
- Robô coletor de alta velocidade
- Ciclo de repetição de padrão CNC Fanuc G73 Exemplo de programa CNC
- Perfuração em Torno CNC Simples com Ciclo de Perfuração Peck Fanuc G74
- Ciclo de repetição do padrão CNC Fanuc G73
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Ciclo de rosqueamento rígido Fanuc G84
- Exemplo de ciclo de furação passo a passo G83
- Ciclo de Perfuração Peck G83 (Orifício Profundo) para Haas CNC
- Ciclo de Perfuração Peck G83 (Orifício Profundo) para Fanuc