


Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
Um programa de usinagem CNC completo que mostra como G98 e G99 (nível de retorno do ciclo fixo) funcionam com o ciclo de furação G81 e o ciclo de furação profunda G83 para furar uma peça com diferentes alturas.
G98 G99 Resumo
G98 e G99 são comandos modais que alteram a forma como os ciclos fixos (G81, G83 etc.) operam.
Quando G98 está ativo, o eixo Z retornará à posição inicial (plano inicial) ao concluir uma única operação .
Quando G99 estiver ativo, o eixo Z retornará ao ponto R (plano) quando o ciclo fixo concluir um único furo. Então a máquina irá para o próximo furo.
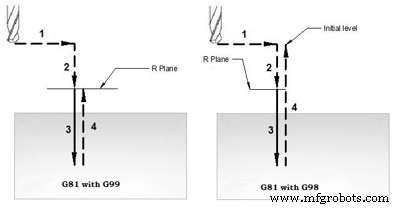
Funcionamento do ciclo de furação G81 – G98 G99 nível de retorno
Programa de peça CNC
G81 Ciclo de Perfuração com G98 G99 Código G Exemplo de Programa
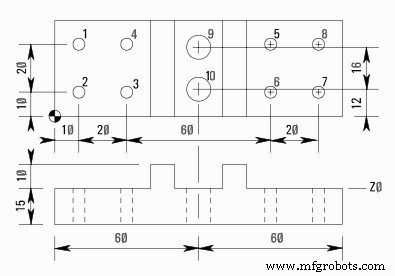
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1) N40 Y10 (Hole 2) N50 X30 (Hole 3) N60 Y30 (Hole 4) N70 G98 X90 (Hole 5) N80 G99 Y10 (Hole 6) N90 X110 (Hole 7) N100 G98 Y30 (Hole 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9) N150 G98 Y12 (Hole 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
Explicação
N10- Mudança de ferramenta (M06) para a ferramenta nº 1
N20- Deslocamento rápido para X10 Y30 Z12, fuso iniciado no sentido horário (M03) com 1000rpm (S1000).
N30- A furação começa (G81) em X10 Y30 com avanço de corte (F75) a broca irá retrair para o plano R após a operação de furação.
N40- Próxima posição de perfuração Y10 (como G99 é uma broca modal de código g continuará retraindo para o plano R até que G98 seja fornecido).
N50- Próxima broca em X30.
N60- Perfurar em Y30
N70- Perfure em X90 e retraia para o plano inicial.
N80- Perfure em Y10 e retraia para o plano R.
N90- Furar em X110
N100- Perfurar em Y30 e retrair para o plano inicial.
N110- O ciclo de furação é cancelado (G80), retorno ao ponto de referência (G28) para troca de ferramenta, parada do fuso (M05).
N120- Troca de ferramenta (M06) para ferramenta número 2.
N130- Deslocamento rápido para X60 Y28 Z12, partida do fuso em 750rpm (S750) no sentido horário (M03).
N140- G83 Perfuração passo a passo começa em X60 Y28, profundidade da broca é Z-17 e tamanho do passo da broca é Q6, avanço de perfuração é F60
N150- Próxima perfuração profunda em Y12 (retornar ao ponto inicial).
N160- G83 Ciclo de furação profunda cancelado com G80, ferramenta retorna ao ponto de referência (G28), fuso parado (M05).
N170- Fim do programa de peça com retorno ao início do programa (M30)
Códigos G &M
| Código | Descrição |
|---|---|
| P | Ferramenta nº. usado. |
| M06 | Comando de troca de ferramenta. |
| G90 | Programação absoluta |
| G00 | Transporte rápido |
| S | Velocidade do cortador |
| M03 | Rotação do cortador no sentido horário |
| M08 | Líquido refrigerante ligado. |
| G81 | Ciclo de perfuração Fanuc. |
| G83 | Ciclo de perfuração peck da Fanuc. |
| G98 | Retorno ao ponto inicial no ciclo fixo. |
| G99 | Retorno ao ponto R no ciclo fixo. |
| F | Alimentação de corte. |
| G80 | Cancelamento de ciclo fixo. |
| M09 | Refrigerante desligado. |
| G28 | Retorne à posição de referência. |
| G91 | Programação incremental. |
| M05 | Parada de rotação do cortador. |
| M30 | Fim do programa de usinagem CNC com retorno ao início do programa. |
Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
Máquina cnc
- Perfuração em Torno CNC Simples com Ciclo de Perfuração Peck Fanuc G74
- Programa de exemplo Haas G71
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Exemplo de programa de ciclo de furação CNC G81
- Ciclo de Perfuração Peck G83 com Programa de Amostra de Círculo de Furo de Parafuso G70
- Placa de grade de furação com ciclo de furação G81 – Exemplo de programa CNC
- Perfuração repetida com ciclo de perfuração G81 e programa de exemplo G91
- Perfuração profunda ECS G83 com ciclo de limpeza