


Fanuc G68 Rotação de Coordenadas – Exemplo de Subprograma
Código de exemplo de programa CNC para mostrar como o código g de rotação de coordenadas Fanuc G68 pode ser usado em um subprograma para obter o máximo benefício de sua funcionalidade.
Exemplo de rotação de coordenadas G68
Programa principal
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
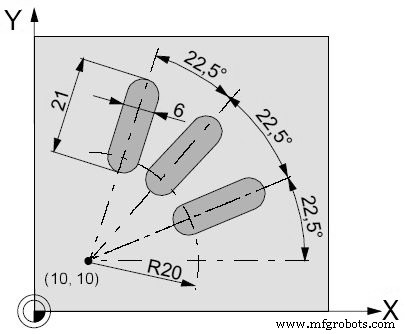
Subprograma
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
Máquina cnc
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Exemplo de programa CNC Fanuc
- Fanuc G20 Medindo em polegadas com exemplo de programa CNC
- Exemplo de programação de torno CNC Fanuc
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Ciclo de faceamento Fanuc G94 Exemplo de programa CNC
- Programa de exemplo de ciclo fixo Fanuc G72
- Exemplo de programa de amostra Fanuc G72 Facing Cycle Single-line-format
- Fanuc G68 Rotação de coordenadas
- Lista de códigos G da Fanuc